Instalatia de ungere : Ungerea, Pompa de ulei angrenare exterioara, Pompa de ulei angrenare exterioara (detaliu), Pompa de ulei angrenare interioara, Pompa de ulei angrenare interioara (detaliu)
miercuri, 25 aprilie 2012
Instalatia de ungere
Instalatia de ungere : Ungerea, Pompa de ulei angrenare exterioara, Pompa de ulei angrenare exterioara (detaliu), Pompa de ulei angrenare interioara, Pompa de ulei angrenare interioara (detaliu)
vineri, 20 aprilie 2012
Mecanismul de distributie
Mecanismul de distributie
Mecanismul de distributie
Rolul: Mecanismul de distributie
este un ansamblu de piese care asigura umplerea cilindrilor, intr-o
anumita ordine, cu amestec carburant sau cu aer proaspat si evacuarea
gazelor arse.
Dupa tipul motorului, distributia poate fi pentru motoare in patru si in doi timpi. Motoarele in patru timpi utilizeaza mecanismul de distributie cu supape. Cele in doi timpi, in general, nu au supape, ci ferestre in cilindri, care sunt deschise si inchise prin deplasarea pistonului de o forma speciala (cu reflector) – asa-zisa distributie prin lumini.
Unele motoare in doi timpi, in special cele cu aprindere prin compresie, au numai supape de admisie sau de evacuare.
Dupa pozitia supapelor, mecanismele de distributie sunt:
- cu supape laterale la care supapele sunt plasate in blocul motor; sistemul nu se mai foloseste avand multiple dezavantaje;
- cu supape in cap (fig.1.a si b), unde supapele sunt montate in chiulasa deasupra pistonului;
- mixt (Rover), supapele fiind montate in bloc si in chiulasa.
Arborele cu came se monteaza in carter sau pe chiulasa. De aceea, distributia poate fi :
- cu arbore cu came in carter – cel mai raspandit (motoarele D 797-05, D 2156 HMN 8, ARO-240, Dacia etc.).
- cu arbore cu came montat pe chiulasa, supapele fiind comandate prin culbutor (fig.1.b) (Fiat, Mercedes-Benz etc.). La acest sistem, supapele sunt asezate inclinat, ceea ce micsoreaza uzura capetelor lor; arborele cu came este antrenat de arborele cotit printr-un lant dublu, cu intinzator, sau curele dintate;
- cu arbore cu came pe chiulasa, ce comanda direct supapele (prin traversa sau langheta), sistem simplu dar care necesita o buna etansare a contactului supapa-ghid pentru a evita patrunderea uleiului in camera de ardere.
Dupa tipul motorului, distributia poate fi pentru motoare in patru si in doi timpi. Motoarele in patru timpi utilizeaza mecanismul de distributie cu supape. Cele in doi timpi, in general, nu au supape, ci ferestre in cilindri, care sunt deschise si inchise prin deplasarea pistonului de o forma speciala (cu reflector) – asa-zisa distributie prin lumini.
Unele motoare in doi timpi, in special cele cu aprindere prin compresie, au numai supape de admisie sau de evacuare.
Dupa pozitia supapelor, mecanismele de distributie sunt:
- cu supape laterale la care supapele sunt plasate in blocul motor; sistemul nu se mai foloseste avand multiple dezavantaje;
- cu supape in cap (fig.1.a si b), unde supapele sunt montate in chiulasa deasupra pistonului;
- mixt (Rover), supapele fiind montate in bloc si in chiulasa.
Arborele cu came se monteaza in carter sau pe chiulasa. De aceea, distributia poate fi :
- cu arbore cu came in carter – cel mai raspandit (motoarele D 797-05, D 2156 HMN 8, ARO-240, Dacia etc.).
- cu arbore cu came montat pe chiulasa, supapele fiind comandate prin culbutor (fig.1.b) (Fiat, Mercedes-Benz etc.). La acest sistem, supapele sunt asezate inclinat, ceea ce micsoreaza uzura capetelor lor; arborele cu came este antrenat de arborele cotit printr-un lant dublu, cu intinzator, sau curele dintate;
- cu arbore cu came pe chiulasa, ce comanda direct supapele (prin traversa sau langheta), sistem simplu dar care necesita o buna etansare a contactului supapa-ghid pentru a evita patrunderea uleiului in camera de ardere.

Fig.1. Tipuri de mecanisme de distributie cu supape:
1-comande distributiei; 2- arbore cu came; 3- tachet; 4- arc supapa; 5- supapa; 6- camera de ardere; 7- piston; 8- biela; 9- tija impingatoare; 10- culbutor; 11- surub reglaj; 12- ax culbutor; 13- lant distributie; 14- roti dintate lant distributie; 15- intinzator lant; 16- ghid supapa.
1-comande distributiei; 2- arbore cu came; 3- tachet; 4- arc supapa; 5- supapa; 6- camera de ardere; 7- piston; 8- biela; 9- tija impingatoare; 10- culbutor; 11- surub reglaj; 12- ax culbutor; 13- lant distributie; 14- roti dintate lant distributie; 15- intinzator lant; 16- ghid supapa.
4
La PMI exista un moment in care supapele de admisie si evacuare sunt deschise, cu acelasi unghi, numit incrucisarea supapelor. Efectele acestui fenumen sunt: imbunatatirea umplerii camerei de ardere, racirea zonelor calde, atenuarea efectului detonatiilor, scaderea consumului de combustibil, cresterea puterii motorului.
La PMI exista un moment in care supapele de admisie si evacuare sunt deschise, cu acelasi unghi, numit incrucisarea supapelor. Efectele acestui fenumen sunt: imbunatatirea umplerii camerei de ardere, racirea zonelor calde, atenuarea efectului detonatiilor, scaderea consumului de combustibil, cresterea puterii motorului.
Comanda distributiei. Prin distributie se transmite miscarea de la arborele cotit la arborele cu came. Aceasta poate fi:
- cu roti dintate;
- cu lant;
- cu curea dintata.
Comanda cu roti dintate este formata din doua roti dintate: pinionul conducator de pe arborele cotit si roata dintata de pe arborele cu came, care are un numar dublu de dinti la motoarele in patru timpi, pentru realizarea raportului de transmisie 1:2. Unele motoare mai au un pinion intermediar pentru reducerea dimensiunilor.
Comanda cu lant este formata din doua roti dintate de lant, miscarea de la arborele cotit la arborele cu came transmitandu-se printr-un lant cu role, care poate fi dublu sau triplu pentru micsorarea uzurii (Dacia 1300). La motoarele cu arborele cu came pe chiulasa, lantul este mai lung si ghidat de o roata dintata intinzatoare. Unele constructii pot avea intinzator mecanic sau mecanohidraulic (Dacia 1300). Ambele sisteme sunt plasate intr-un carter etans.
Comanda cu curea dintata in locul lantului, este mai simpla, silentioasa, nu necesita carter etans, amortizeaza vibratiile torsionale ale arborelui cu came.
- cu roti dintate;
- cu lant;
- cu curea dintata.
Comanda cu roti dintate este formata din doua roti dintate: pinionul conducator de pe arborele cotit si roata dintata de pe arborele cu came, care are un numar dublu de dinti la motoarele in patru timpi, pentru realizarea raportului de transmisie 1:2. Unele motoare mai au un pinion intermediar pentru reducerea dimensiunilor.
Comanda cu lant este formata din doua roti dintate de lant, miscarea de la arborele cotit la arborele cu came transmitandu-se printr-un lant cu role, care poate fi dublu sau triplu pentru micsorarea uzurii (Dacia 1300). La motoarele cu arborele cu came pe chiulasa, lantul este mai lung si ghidat de o roata dintata intinzatoare. Unele constructii pot avea intinzator mecanic sau mecanohidraulic (Dacia 1300). Ambele sisteme sunt plasate intr-un carter etans.
Comanda cu curea dintata in locul lantului, este mai simpla, silentioasa, nu necesita carter etans, amortizeaza vibratiile torsionale ale arborelui cu came.
Arborele cu came asigura in timpul rotirii,
prin forma si pozitia camelor, functionarea organelor de distributie la
momentele oportune si pe durata necesara.
Este confectionat din oteluri aliate prin matritare (D 797-05, D 2156 HMN 8) sau prin turnare din fonta aliata (Dacia 1310).
Este confectionat din oteluri aliate prin matritare (D 797-05, D 2156 HMN 8) sau prin turnare din fonta aliata (Dacia 1310).
Tachetii comanda deschiderea supapelor,
datorita miscarii lor axiale imprimate de profilul camelor de pe
arborele cu came; ei transmit micsorarea prin intermediul tijelor
impingatoare si culbutorilor la supape. La motoarele cu arborele cu
came pe chiulasa, tachetii litsesc, comanda supapelor fiind directa.
Tachetii se executa din otel sau fonta speciala (Dacia 1300) si se trateaza termic. Locasurile tachetilor sunt acoperite cu capace cu garnituri de etansare.
O solutie moderna de comanda a supapelor cu cama in chiulasa este cu tachetii hidraulici (fig.2). Acesta permite autoreglarea jocului tachet-supapa, precum si functionarea silentioasa, datorita contactului permanent dintre piese. Functionarea se bazeaza pe apasarea tachetului 4, pe tija supapei 5, prin intermediul uleiului sub presiune, la actionarea camei 1 de pe arbore.
Tachetii se executa din otel sau fonta speciala (Dacia 1300) si se trateaza termic. Locasurile tachetilor sunt acoperite cu capace cu garnituri de etansare.
O solutie moderna de comanda a supapelor cu cama in chiulasa este cu tachetii hidraulici (fig.2). Acesta permite autoreglarea jocului tachet-supapa, precum si functionarea silentioasa, datorita contactului permanent dintre piese. Functionarea se bazeaza pe apasarea tachetului 4, pe tija supapei 5, prin intermediul uleiului sub presiune, la actionarea camei 1 de pe arbore.

- cama;
- piston;
- tija supapei;
- tachet;
- supapa de mentinerea presiuniide ulei cand motorul nu functioneaza;
- camera uleiului;
- bila supapei;
- rezervorul de ulei;
- spatiu pentru ulei.
Fig 2. Tachetul hidraulic
Tijele impingatoare, intalnite numai la
distributia cu supape in cap, au rolul de a transmite miscarea lineara
de la tacheti la culbutori; sunt sub forma unor tije pline sau
tulburate (D 797-05 si D 2156 HMN 8), care, in partea inferioara, au un
cap semisferic de sprijin pe tacheti, iar in partea superioara, un cap
sub forma de cupa, pentru contactul cu suruburile de reglaj ale
culbutorilor. Ele sunt ghidate in locasurile din blocul motor si
chiulasa.
Culbutorii, prin miscarea lor oscilatorie,
comanda deschiderea supapelor; sunt de forma speciala, cu brate
inegale, partea spre tija impingatoare mai scurta, pentru a imprima
deplasari mari supapelor, la curse mici ale tachetilor, deci uzuri si
acceleratii reduse ale profilului camelor; spre partea centrala, au un
alezaj prevazut cu bucsa pentru asamblarea pe axul culbutorilor; sunt
distantati intre ei prin arcuri. Acesta poate fi singular (Dacia 1300)
sau din doua bucati, solidarizate printro bucsa (D 797-05).
Supapele (fig.3) au rol diferit. Ele pot fi:
- de admisie, pentru deschiderea si inchiderea orificiului de intrare a amestecului carburant sau aerului;
- de evacuare, pentru axpulzarea gazelor arse.
Deschiderea lor are loc cand camele ataca tachetii si transmit miscarea prin celelalte organe componente, iar inchiderea lor se face datorita arcurilor supapelor.
Unele motoare actuale, au cate trei supape – Peugeot 605 D, Citroen XM (doua de admisie si una de evacuare), pe fiecare cilindru sau pentru supape (Mercedes C 200 D – doua de admisie) si chiar cinci supape (trei de admisie).
Prin aceasta se asigura o buna umplere a cilindrului cu amestec carburant si o evacuare mai completa a gazelor arse.
- de admisie, pentru deschiderea si inchiderea orificiului de intrare a amestecului carburant sau aerului;
- de evacuare, pentru axpulzarea gazelor arse.
Deschiderea lor are loc cand camele ataca tachetii si transmit miscarea prin celelalte organe componente, iar inchiderea lor se face datorita arcurilor supapelor.
Unele motoare actuale, au cate trei supape – Peugeot 605 D, Citroen XM (doua de admisie si una de evacuare), pe fiecare cilindru sau pentru supape (Mercedes C 200 D – doua de admisie) si chiar cinci supape (trei de admisie).
Prin aceasta se asigura o buna umplere a cilindrului cu amestec carburant si o evacuare mai completa a gazelor arse.

Fig.3. Componentele supapei:
1- taler; 2- tija; 3- fateta de asezare pe scaun; 4- locas de fixare.
Arcurile supapei mentin supapele pe scaunul lor cand sunt inchise si un contact intre supape si came, prin intermediul celorlalte organe ale distributiei, in timpul deschiderii si inchiderii lor.
Arcurile se confectioneaza din otel arc, de forma elicoidala; la unele motoare (D 797-05 si D 2156 HMN 8), se monteaza doua arcuri concentrice la fiecare supapa, pentru marirea sigurantei si reducerea dimensiunilor.
Diagrama distributiei. Aceasta diagrama specifica fiecarui tip de motor, reprezinta grafic momentele inceperii deschiderii si sfarsitul inchiderii supapelor exprimate in grade de rotati ale arborelui cotit – deci fazele distributie.
Intretinerea mecanismului de distributie
Operatiile principale de intretinere sunt:
- verificarea vizuala a etanseitatii capacului distributiei cu blocul motor;
- verificarea starii arcurilor si pozitiei culbutorilor;
- verificarea asigurarii supapelor;
- verificarea etanseitatii capacului chiulasei;
- reglarea jocului termic dintre culbutori si supape;
- verificarea punerii la punct a distributie.
- verificarea vizuala a etanseitatii capacului distributiei cu blocul motor;
- verificarea starii arcurilor si pozitiei culbutorilor;
- verificarea asigurarii supapelor;
- verificarea etanseitatii capacului chiulasei;
- reglarea jocului termic dintre culbutori si supape;
- verificarea punerii la punct a distributie.
Reglarea jocului termic dintre culbutori si supape se fce la rece sau la cald, pentru a permite dilatarea libera a supapei si a evita ramanerea ei deschisa cand motorul este cald. Jocul se mareste in timpul exploatarii, provocand zgomote anormale, reducand timpul si cursa deschiderii supapelor inrautatind umplerea cilindrilor cu ameste carburant sau aer si evacuarea gazelor arse.
Acest joc se realizeaza periodic, dupa tipul motorului si indicatiile fabricii constructoare. La motoarele cu supape laterale, jocul se realizeaza intre tachet si supapa, iar la cele cu supape in cap, intre culbutori si supape (fig.4), astfel:
- se scoate capul chiulasei, se roteste arborele cotit (cu manivela sau prin antrenarea cu un levier de la volan sau chiar prin cureaua ventilatorului), pana ce pistonul cilindrului 1 este adus la PMI, la sfarsitul compresiei (ambele supape sunt inchise); aceasta se observa si prin coincidenta marcajelor de pe roata de curea a arborelui cotit, cu cel de pe capacul distributie sau de pe volant si carterul ambreiajului sau blocului motor; se verifica strangerea chiulasei si suporturile axului culbutorilor;

Fig.4. Reglarea jocului culbutor-supapa:
1-arbore cu came; 2- cama; 3- tachet; 4- tija impingatoare; 5- culbutor; 6- ax culbutori cu suport; 7- piulita; 8- surub reglaj; 9- supapa; 10- arc supapa.
1-arbore cu came; 2- cama; 3- tachet; 4- tija impingatoare; 5- culbutor; 6- ax culbutori cu suport; 7- piulita; 8- surub reglaj; 9- supapa; 10- arc supapa.
- se slabeste apoi piulita 7 de blocare a surubului de reglaj de la culbutori si, in timp ce aceasta se mentine fixa cu cheia, se regleaza surubul cu surubelnita (cheia speciala la Dacia 1310); se controleaza jocul „j” cu un calibru de interstitii corespunzator dimensional, care va trebui sa alunece cu ferecare intre capatul culbutorului 5 si cel al supapei 9, dupa care se fixeaza pozitia surubului, cu piulita. Aceleasi operatii se executa la toate supapele care nu sunt atacate de culbutori (pistoanele la PMI) si la alti cilindri. Se roteste, apoi, arborele cotit cu 180˚ si se repeta procedeul de mai sus pana se regleaza toate supapele, dupa care se face o verificare. Reglarea supapelor se poate face si in ordinea de functionare a motorului.
Repararea mecanismului de distributie
Comanda distributiei nu se face in mod corespunzator datorita:
- uzarii rotii dintate, cand grosimea dintilor scade sub 1/3 din ceainitiala; se impune inlocuirea lor;
- lantul de distributie, care are joc in role de peste 0,5 mm; se inlocuieste;
- uzarii rotii dintate, cand grosimea dintilor scade sub 1/3 din ceainitiala; se impune inlocuirea lor;
- lantul de distributie, care are joc in role de peste 0,5 mm; se inlocuieste;
Arborele cu came are urmatoarele defecte:
- incovoierea arborelui cu came; se verifica cu ceasul comparator, in partea centrala si, daca depaseste 0,2 mm, se indreapta cu o presa hidraulica;
- uzarea fusurilor de reazem; fusurile uzate se reconditionaza prin rectificare la cote de reparatie;
- uzarea camelor, datorita frecarii cu tachetii; se rectifica pe masini speciale de copiat, la cota de reparatie, iar cand depaseste limita se inlocuieste arborele cu came;
- ciupituri si exfolieri ale camelor si fusurilor; se indeparteaza cu piatra abraziva sau pe masini de rectificat; daca depasesc adancimea de 1 mm, se rebuteaza arborele;
- uzarea sau deteriorarea orificiilor filetate de fixare a pinionului de distributie; orificiile se alezeaza si se refileteaza la cota majorata;
- uzarea canalului de pana pentru roata dintata de distributie; se constata cu un sablon; pentru reconditionare se mareste latime canalului, montand o pana majorata sau se executa un alt canal decalat cu 90˚.
- incovoierea arborelui cu came; se verifica cu ceasul comparator, in partea centrala si, daca depaseste 0,2 mm, se indreapta cu o presa hidraulica;
- uzarea fusurilor de reazem; fusurile uzate se reconditionaza prin rectificare la cote de reparatie;
- uzarea camelor, datorita frecarii cu tachetii; se rectifica pe masini speciale de copiat, la cota de reparatie, iar cand depaseste limita se inlocuieste arborele cu came;
- ciupituri si exfolieri ale camelor si fusurilor; se indeparteaza cu piatra abraziva sau pe masini de rectificat; daca depasesc adancimea de 1 mm, se rebuteaza arborele;
- uzarea sau deteriorarea orificiilor filetate de fixare a pinionului de distributie; orificiile se alezeaza si se refileteaza la cota majorata;
- uzarea canalului de pana pentru roata dintata de distributie; se constata cu un sablon; pentru reconditionare se mareste latime canalului, montand o pana majorata sau se executa un alt canal decalat cu 90˚.
Tachetii pot prezenta urmatoarele defecte:
- uzuri, porozitati sau rizuri pe tije si taler care se indeparteaza prin rectificare la cota de reparatie sau se inlocuiesc;
- uzarea locasului sferic pentru tija impingatoare; se rectifica la diametru prescris, folosind piatra abraziva adecvata. Ghidurile tachetilor se reconditioneaza sa corespunda jocului prescris.
- uzuri, porozitati sau rizuri pe tije si taler care se indeparteaza prin rectificare la cota de reparatie sau se inlocuiesc;
- uzarea locasului sferic pentru tija impingatoare; se rectifica la diametru prescris, folosind piatra abraziva adecvata. Ghidurile tachetilor se reconditioneaza sa corespunda jocului prescris.
Tijele impingatoare pot prezenta defectele;
- incovoierea tijelor; se remediaza prin indepartare;
- uzarea locasului sferi; se rectifica dupa sablon;
- incovoierea tijelor; se remediaza prin indepartare;
- uzarea locasului sferi; se rectifica dupa sablon;
Culbutorii prezinta defectele:
- uzarea capului de comanda a tijei supapei; se rectifica cu piatra abraziva dupa sablon;
- uzarea bucsei de asamblare pe ax; se inlocuieste;
- uzarea filetului pentru surubul de reglaj; se refileteaza la cota majorata.
- uzarea capului de comanda a tijei supapei; se rectifica cu piatra abraziva dupa sablon;
- uzarea bucsei de asamblare pe ax; se inlocuieste;
- uzarea filetului pentru surubul de reglaj; se refileteaza la cota majorata.
Supapele se curata de calamina, apoi se controleaza starea tijelor si talerelor; pot prezenta rizuri, coroziuni, arsuri, fisuri, uzuri.
Arcurile de supapa se verifica cu un dispozitiv special, iar daca nu corespund se inlocuiesc;
Arcurile de supapa se verifica cu un dispozitiv special, iar daca nu corespund se inlocuiesc;
Ghidurile supapei pot prezenta uzuri lae alezajelor lor; acestea se rectifica la cota de reparatie.
vineri, 13 aprilie 2012
Instalatia de alimentare MAC
Instalatia de alimentare MAC
I. INSTALATI DE ALIMENTARE A MOTOARELOR CU APRINDERE PRIN COMPRESIE(DIESEL)
I.1. COMBUSTIBIL PENTRU MOTOARELE CU APRINDERE PRIN COMPRESIE
In marea lor majoritate,motoarele cu aprindere prin
compresie utilizeaza motorina drept combustibil,care este injectata in
stare pulverizata in camera de ardere, unde a fost admis si comprimat
in prealabil aerul.
Motorina se obtine din titei prin distilarea fractionata si este un amestec de hidrocarburi (combinatie de carbon si hidrogen).
Ea trebuie sa indeplineasca unele conditii ca:vaporizare usoara, sensibilitate la autoaprindere, fluidiate si punct de congelare coborat,sa nu rezulte calamina prin ardere,sa nu aiba actiuni corozive asupra componentelor instalatiei,sa contina apa si impuritati in cantitati cat mai reduse.
Pentru a indeplini conditiile de mai sus motorina trebuie sa se caracterizeze prin urmatoarele proprietati:
-Vascozitatea este determinata de continutul componentelor chimice si de temperatura.Ea influenteaza depozitarea si manipularea motorinei pentru alimentarea motorului,cat si formarea amestecului carburant.
-Punctul de congelare indica temperatura la care motorina nu mai este fluida.Pentri preintampinarea fenomenuluide congelare,pe timp rece,motorine este deparafinata si aditivatacu substante speciale.Se obtine astfel motorina cu puncte de congelare diferite,in functie de anotimp:motorina de vara cu punct de congelare –5C,iar cea de iarna –40C
-.Cifra cetanica caracterizeaza sensibilitatea la autoaprindere a combustibililor.In prezent se recomanda motorina cu cifra cetanica cuprinsa intre 40 si 50 de unitati.Cand este prea mica, creste rezistenta la autoaprindere, pornirea motorului este greoaie si duce la arderi violente;daca cifra cetanica este prea marea, punctul de congelare este ridicat si deci alimentarea greoaie pe timp rece , iar consumul de combustibil creste.
-Indicele diese caracterizeaza mai bine sensibilitataea motorinii la autoaprindere, depinzand de compozitia ei chimica.
-Continutul de cocs, arata cantitatea de depozit de cocs si de calamina rezultata din arderea combustibilului si este influentata de asemenea de compoziti achimica
-Compozitia de apa si impuritati mecanice,trebuie sa fie cat mai mic pentru a nu influenta negativ functionarea motorului.
Motorina se obtine din titei prin distilarea fractionata si este un amestec de hidrocarburi (combinatie de carbon si hidrogen).
Ea trebuie sa indeplineasca unele conditii ca:vaporizare usoara, sensibilitate la autoaprindere, fluidiate si punct de congelare coborat,sa nu rezulte calamina prin ardere,sa nu aiba actiuni corozive asupra componentelor instalatiei,sa contina apa si impuritati in cantitati cat mai reduse.
Pentru a indeplini conditiile de mai sus motorina trebuie sa se caracterizeze prin urmatoarele proprietati:
-Vascozitatea este determinata de continutul componentelor chimice si de temperatura.Ea influenteaza depozitarea si manipularea motorinei pentru alimentarea motorului,cat si formarea amestecului carburant.
-Punctul de congelare indica temperatura la care motorina nu mai este fluida.Pentri preintampinarea fenomenuluide congelare,pe timp rece,motorine este deparafinata si aditivatacu substante speciale.Se obtine astfel motorina cu puncte de congelare diferite,in functie de anotimp:motorina de vara cu punct de congelare –5C,iar cea de iarna –40C
-.Cifra cetanica caracterizeaza sensibilitatea la autoaprindere a combustibililor.In prezent se recomanda motorina cu cifra cetanica cuprinsa intre 40 si 50 de unitati.Cand este prea mica, creste rezistenta la autoaprindere, pornirea motorului este greoaie si duce la arderi violente;daca cifra cetanica este prea marea, punctul de congelare este ridicat si deci alimentarea greoaie pe timp rece , iar consumul de combustibil creste.
-Indicele diese caracterizeaza mai bine sensibilitataea motorinii la autoaprindere, depinzand de compozitia ei chimica.
-Continutul de cocs, arata cantitatea de depozit de cocs si de calamina rezultata din arderea combustibilului si este influentata de asemenea de compoziti achimica
-Compozitia de apa si impuritati mecanice,trebuie sa fie cat mai mic pentru a nu influenta negativ functionarea motorului.
I.2. PARTILE COMPONENTE ALE INSTALATIEI DE ALIMENTARE A MAC
Partile componente ale instalatie de alimentare a
motoarelor cu aprindere prin compresie sunt, in principiu, aceleasi cu
deosebiri constructive intre ele.Din schema instalatiei pentru motorul D
797-05(fig.1)se evidentiaza circuitele pentru:
-aer: filtru de aer 1, colectorul de admisie 2, de unde se distribuie intro anumita ordine prin supapele de admisie in interiorul cilindrilor;
-combustibil: rezervorul 3, conductele de joasa presine 4, pompa de alimentare 5, bateria de filtre 6, pompa de injectie 7, conductele de inalta presiune 8, injectoarele 9.
-surplusul de combustibil: de la injectoare, surplusul de combustibil colectat de conducta 10 impreuna cu cel de pompa de injectie este trimis prin conducta 11 la rezervoarele termoinjectorului 12, iar de aici fie retur in rezervorul instalatie 3, sau in cazul pornirii motorului, la termoinjectorul 12 montt pe galeria de admisie cu scopul de a favoriza pornirea pe timp rece.
-aer: filtru de aer 1, colectorul de admisie 2, de unde se distribuie intro anumita ordine prin supapele de admisie in interiorul cilindrilor;
-combustibil: rezervorul 3, conductele de joasa presine 4, pompa de alimentare 5, bateria de filtre 6, pompa de injectie 7, conductele de inalta presiune 8, injectoarele 9.
-surplusul de combustibil: de la injectoare, surplusul de combustibil colectat de conducta 10 impreuna cu cel de pompa de injectie este trimis prin conducta 11 la rezervoarele termoinjectorului 12, iar de aici fie retur in rezervorul instalatie 3, sau in cazul pornirii motorului, la termoinjectorul 12 montt pe galeria de admisie cu scopul de a favoriza pornirea pe timp rece.

Fig.1. Schema instalatiei de alimentare a motorului D 797-05: 1 –
filtru de aer; 2 – colector de admisie; 3 – rezervor combustibil; 4 –
conducte de joasa presiune; 5 – pompa de alimentare; 6 – baterie de
filtrare; 7 – pompa de injectie; 8 – conducte de inalta presiune; 9 –
injectoare; 10 – conducta de colectat surplusul de combustibil de la
injectoare; 11 – conducta de surplus spre rezervorul termoinjectorului;
12 – rezervor termoinjector; 13 – termoinjector (termoventil).
Instalatiile mai noi dispun de un sistem pentru
usurarea pornirii cu spray de lichid usor volatil, in locul celei cu
termostarter.
Intrucat elementele comune cu cele ale instalatiei de alimentare pentru MAS au fost descrise, aratandu-se deosebirile constructive si functionale, in cele ce urmeaza se vor trata numai pompa de injectie cu regulatorul de turatie si injectorul, in tipurile de motoare cele mai utilizate- D 797-05si D 2156 HMN 8, figura 2.
Funtionarea instalatiei de alimentare. Aerul din atmosfera este absorbit prin filtru de aer 1, purificat de impuritati,trecut prin conducta de legatura in colectorul de admisie 3, in timpul depresiuni create prin deplasarea pistoanelor, de unde este distribuit in cilindri si comprimat.Cu avans fata de PMI(21° pentru motorul D 797-05 sau 26° ± 1° pentru motorul D 2165 HMN 8)se pulverizeaza motorina, dezvoltand presiunea necesara pentru realizarea distinderi – timpului util al ciclului motor.
Combustibilul pulverizat de injectoare este absorbit de rezervorul 4 de catre pompa de alimentare 6 (cu membrana D 797- 05 si cu presiune la pistonul D 2156 HMN 9) prin conducta de joasa presiune 5 si trimis cu presiune la bateria de filtrare 7 unde sunt retinute impuritatile, apoi trece la pompa de injectie 8(rotativa la D 797-05 sau liniara la D 2156 HMN 8),de unde cu presiune mai mare este debitat la injectoarele 10, prin conductele de inalta presiune 9.

Intrucat elementele comune cu cele ale instalatiei de alimentare pentru MAS au fost descrise, aratandu-se deosebirile constructive si functionale, in cele ce urmeaza se vor trata numai pompa de injectie cu regulatorul de turatie si injectorul, in tipurile de motoare cele mai utilizate- D 797-05si D 2156 HMN 8, figura 2.
Funtionarea instalatiei de alimentare. Aerul din atmosfera este absorbit prin filtru de aer 1, purificat de impuritati,trecut prin conducta de legatura in colectorul de admisie 3, in timpul depresiuni create prin deplasarea pistoanelor, de unde este distribuit in cilindri si comprimat.Cu avans fata de PMI(21° pentru motorul D 797-05 sau 26° ± 1° pentru motorul D 2165 HMN 8)se pulverizeaza motorina, dezvoltand presiunea necesara pentru realizarea distinderi – timpului util al ciclului motor.
Combustibilul pulverizat de injectoare este absorbit de rezervorul 4 de catre pompa de alimentare 6 (cu membrana D 797- 05 si cu presiune la pistonul D 2156 HMN 9) prin conducta de joasa presiune 5 si trimis cu presiune la bateria de filtrare 7 unde sunt retinute impuritatile, apoi trece la pompa de injectie 8(rotativa la D 797-05 sau liniara la D 2156 HMN 8),de unde cu presiune mai mare este debitat la injectoarele 10, prin conductele de inalta presiune 9.

Fig. 2. Schema instalatiei de alimentare a motorului D 2156 HMN 8: 1 – filtru de aer;
2 – record filtru de aer; 3 – colector de admisie; 4 – rezervor de combustibil; 5 – conducte de joasa presiune; 6 – pompa de alimentare; 7 – bateria de filtre (grosier si fin); 8 – pompa de injectie in linie; 9 – conducte de inalta presiune; 10 – injectoare; 11 – conducta de surplus de la injectoare; 12 – conducta de surplus spre rezervoarele termoinjectoarelor; 13 – rezervoare termoinjectoare; 14 – termoinjectoare.
2 – record filtru de aer; 3 – colector de admisie; 4 – rezervor de combustibil; 5 – conducte de joasa presiune; 6 – pompa de alimentare; 7 – bateria de filtre (grosier si fin); 8 – pompa de injectie in linie; 9 – conducte de inalta presiune; 10 – injectoare; 11 – conducta de surplus de la injectoare; 12 – conducta de surplus spre rezervoarele termoinjectoarelor; 13 – rezervoare termoinjectoare; 14 – termoinjectoare.
Surplusul de combustibil de la injectoare este
colectat de conducta 11, si impreuna cu surplusul pompei de injectie
este trimis la conducta 12 , la rezervorul termoinjectorului 13 (doua
la D 2156 HMN 8) si de aici , fie retur la rezervorul 4, fie la
termoinjectorul 14(doua la D 2156 HMN 8) montat la colectorul de
admisie pentru usurarea pornirii motorului.
La instalatiile noi, surplusul este dirijat direct la rezervor, pentru ca pornirea se face cu sistem de injectie lichid usor volatil in galeria de admisie.
Unele dintre autoturismele ARO au fost dotate cu motoare DIESEL (ARO 243 si ARO 244 D) de tip D 127.
Instalatia de alimentare este formata din rezervor, pompa de alimentare cu membrana, antrenata de un arbore cu came special, de la comanda mecanismului de distributie, filtre de combustibil brut si fin, asemanatoare cu cele de la motorul D 797-05, dar plasate in spate si respectiv, in fata motorului D 127 ; pompa de injectie este de tip rotativ, iar injectoarele de tip inchis, cu injectie directa.
Ordinea de functionare este 1-2-4-3.Surplusul de motorina de la injectoare si pompa de injectie este colectat de o conducta flexibila armata si condus la rezervorul termoinjectorului, de unde merge la termoinjector pentru usurarea pornirii sau retur in rezervorul de combustibil.
Aerul este filtrat de un filtru, combinat si condus spre colectorul de admisie de unde prin supapele de adimsie este aspirat in cilindri.
Functionarea instalatiei este aceeasi ca la motorul D 797-05.
La instalatiile noi, surplusul este dirijat direct la rezervor, pentru ca pornirea se face cu sistem de injectie lichid usor volatil in galeria de admisie.
Unele dintre autoturismele ARO au fost dotate cu motoare DIESEL (ARO 243 si ARO 244 D) de tip D 127.
Instalatia de alimentare este formata din rezervor, pompa de alimentare cu membrana, antrenata de un arbore cu came special, de la comanda mecanismului de distributie, filtre de combustibil brut si fin, asemanatoare cu cele de la motorul D 797-05, dar plasate in spate si respectiv, in fata motorului D 127 ; pompa de injectie este de tip rotativ, iar injectoarele de tip inchis, cu injectie directa.
Ordinea de functionare este 1-2-4-3.Surplusul de motorina de la injectoare si pompa de injectie este colectat de o conducta flexibila armata si condus la rezervorul termoinjectorului, de unde merge la termoinjector pentru usurarea pornirii sau retur in rezervorul de combustibil.
Aerul este filtrat de un filtru, combinat si condus spre colectorul de admisie de unde prin supapele de adimsie este aspirat in cilindri.
Functionarea instalatiei este aceeasi ca la motorul D 797-05.
Instalatia de alimentare turbo. Pentru a se mari
putere motorului, una din metode foloseste sistemul turbo, prin care se
introduce aerul sub presiune (3-5 bar) in colectorul de admisie si de
aici prin supapele respective la cilindrii motorului, in ordinea de
functionare.
Totodata prin aceasta se mareste cantitatea de are introdusa in cilindri si impreuna cu motorina injectata, amestecul carburant realizat va fi mai mare, ceea ce duce la cresterea puterii motorului. Un exemplu este motorul turbo ale autocamioanelor Roman, dotate cu motorul D 2156 MTN 8, care la aceeasi cantitate cilindrica, realizeaza prin sistemul turbo o crestere de putere de la 215 CP la 256 CP.
Motoarele autocamioanelor IVECO, realizeaza prin supraalimentare la capacitate de 9,5 l o putere de 261 CP si respectiv 318 CP iar cel de 13,8 l realizeaza 377 CP, toate aceste motoare sunt de tipul cu sase cilindri in linie.
Totodata prin aceasta se mareste cantitatea de are introdusa in cilindri si impreuna cu motorina injectata, amestecul carburant realizat va fi mai mare, ceea ce duce la cresterea puterii motorului. Un exemplu este motorul turbo ale autocamioanelor Roman, dotate cu motorul D 2156 MTN 8, care la aceeasi cantitate cilindrica, realizeaza prin sistemul turbo o crestere de putere de la 215 CP la 256 CP.
Motoarele autocamioanelor IVECO, realizeaza prin supraalimentare la capacitate de 9,5 l o putere de 261 CP si respectiv 318 CP iar cel de 13,8 l realizeaza 377 CP, toate aceste motoare sunt de tipul cu sase cilindri in linie.
I.2.A. POMPA DE INJECTIE
Pompa de injectie are rolul de a debita combusibilul
sub presiune inalta, in cantitati bine determinate si intr-o anumita
ordine la injecctoare, in functie de sarcina motorului. Cele mai
utilizate sunt pompele de injectie cu distribuitor rotativ si cele cu
piston sertar.
Pompa de injectie cu distribitor rotativ. Ppompa de injectie rotativa(fig 3),utilizata la instalatia motoruluiD-797-05 si la autoturisme echipate cu MAC, distribuioe motorina la injectoare prin intermediul unui rotor distribuitor comin pentru toti cilindrii, care descopera succesiv orificiile correspunzatoare spre racordurile conductelor de inalta presiune.

Pompa de injectie cu distribitor rotativ. Ppompa de injectie rotativa(fig 3),utilizata la instalatia motoruluiD-797-05 si la autoturisme echipate cu MAC, distribuioe motorina la injectoare prin intermediul unui rotor distribuitor comin pentru toti cilindrii, care descopera succesiv orificiile correspunzatoare spre racordurile conductelor de inalta presiune.

Fig. 3. Pompa de injectie rotativa pentru motorul D 797-05: 1 – Racord de intrare;
2 – supapa de reglare; 3 – pompa de transfer; 4 – supapa de dozaj; 5 – canal rotor distribuitor; 6 – pistoane; 7 – cap hidraulic; 8 – inel cu came; 9 – role galeti; 10 – injectoare;
11 – teava de retur; 12 – arbore de antrenare; 13 – regulator de turatie; 14 – brat; 15 – tija cu arc; 16 – arc; 17-18 – parghii; 19 – dispozitiv de avans automat; 20 – pompa de injectie.
2 – supapa de reglare; 3 – pompa de transfer; 4 – supapa de dozaj; 5 – canal rotor distribuitor; 6 – pistoane; 7 – cap hidraulic; 8 – inel cu came; 9 – role galeti; 10 – injectoare;
11 – teava de retur; 12 – arbore de antrenare; 13 – regulator de turatie; 14 – brat; 15 – tija cu arc; 16 – arc; 17-18 – parghii; 19 – dispozitiv de avans automat; 20 – pompa de injectie.
Functionarea : motorina este admisa prin racordul de
intrare 1 simpreluata de pompa de transfer 3, presiunea regland-o
supapa de reglare 2, de unde trece prin canalizatia din capul hidraulic
7 la supapa de dozaj 4, care determina cantitativ motorina care se va
injecta : este trimisa apoi prin canalul special al rotorului
distribuitor 5. Cand arborele de antrenare 12 primeste miscarea de la
comanda mecanismului de distributie si o trnsmite la rotor, cele doua
pistoane 6 ale elememtului de injectie sunt atacate de inelul mcu came 8
prin rolele galetilor 9, astfel incat motorina este trimisa prin
canalul de refulare la unul dai racordurile de debitare spre
injectoarele 10, care, prin conducta de inalta presiune, ajunge la
injectorul respectiv, ce o pulverizeaza in cilindru.
O parte din motorina asigura ungerea si racirea
pompei, dupa care iese prin racordul pentru teava de retur 11.
Regulatorul de turatie 13 asigura automat, prin bratul 14, tija cu arc
15 si arcul 16, pozitionarea supapei de dozaj 4 si deci cantitatea de
motorina ce se va injecta, corespunzatoare motorului, la o anumita
pozitie a pedalei de acceleratie.
Prin actionarea pedalei de acceleratie si deci a parghiei 17, arcul 16, bratul 14 si tijei cu arc 15, se modifica pozitia supapei de dozaj, pentru un debit de injectie camandat.
Depozitul de avans automat 19 cu actionare hidraulica, prin motorina debitata de pompa de transfer, roteste cu un anumit unghi inelul cu came pentru a obtine o variatie a avansului de injectie corespunzator turatiei motorului. Oprirea motorului se face prin parghia 18, care roteste, in pozitia de debitare nula, supapa de dozaj. Toate componenetele sunt montate in corpul pompei de injectie 20.
Cursa pistoanelor rotorului-distribuitor, dece debitul de motorina se regleaza prin pizitionarea fantelor excentrice de la placile de reglaj ce se fixaza pe butucul de antrenare (care face legatura intre arborele de antrenare 12 si rotorul distribuitor 5). Rgulatorul de turatie este de tipul cu colivie si greutati nearticulate, care basculeaza pa mansonul glisant de pe arborele de antrenare 12; acesta actionaza prin intermediul bratului asupra supapei de dozaj. Regulatorul asigura functionarea automata a pompei de injectie la orice turatie a motorului. Racordurile pentru conductele de inalta presiune sunt prevazute cu supape de refulare.
Pompele de injectie rotative actuale echipeaza autoturisme cu motoare DIESEL de diferite marci.
Acestea au o constructie simplificata incluzand in acelasi corp si alte componenete. Cea mai raspandita este pompa tip V. E. Bosch(fig 4) formata dintr-o pompa de alimentare cu palete, pompa de injectie propriu-zisa cu distribuitor a carui piston are miscare combinata (de rotatie di axiala - fig. 5), regulator de turatie hidromecanic sau vacuumatic si electrovalva distribuitorului (care asigura si intreruperea alimentarii cu motorina a motorului la oprirea motorului).
Functionare : motorina este aspirata din filtru de catre pompa de alimentare si trimisa prin canalul interior la distribuitor, care realizeaza presiunea de injectie, in cantitatea reglata de limitatorul de cursa a pistonului ; acesta este deplasat fie automat de catre regulatorul de turatie, fie de catre parghia camandata de pedala de acceleratie. Pentru aerisirea instalatiei, filtru de motorina este prevazut cu o pompa de aerisire de tip membrana. Unele pompe rotative Bosch, au o capsula vacuumatica care actioneaza cand iese din functiune turbina de supraalimentare cu aer (limitataor de fum la motoarele turbo).
Prin actionarea pedalei de acceleratie si deci a parghiei 17, arcul 16, bratul 14 si tijei cu arc 15, se modifica pozitia supapei de dozaj, pentru un debit de injectie camandat.
Depozitul de avans automat 19 cu actionare hidraulica, prin motorina debitata de pompa de transfer, roteste cu un anumit unghi inelul cu came pentru a obtine o variatie a avansului de injectie corespunzator turatiei motorului. Oprirea motorului se face prin parghia 18, care roteste, in pozitia de debitare nula, supapa de dozaj. Toate componenetele sunt montate in corpul pompei de injectie 20.
Cursa pistoanelor rotorului-distribuitor, dece debitul de motorina se regleaza prin pizitionarea fantelor excentrice de la placile de reglaj ce se fixaza pe butucul de antrenare (care face legatura intre arborele de antrenare 12 si rotorul distribuitor 5). Rgulatorul de turatie este de tipul cu colivie si greutati nearticulate, care basculeaza pa mansonul glisant de pe arborele de antrenare 12; acesta actionaza prin intermediul bratului asupra supapei de dozaj. Regulatorul asigura functionarea automata a pompei de injectie la orice turatie a motorului. Racordurile pentru conductele de inalta presiune sunt prevazute cu supape de refulare.
Pompele de injectie rotative actuale echipeaza autoturisme cu motoare DIESEL de diferite marci.
Acestea au o constructie simplificata incluzand in acelasi corp si alte componenete. Cea mai raspandita este pompa tip V. E. Bosch(fig 4) formata dintr-o pompa de alimentare cu palete, pompa de injectie propriu-zisa cu distribuitor a carui piston are miscare combinata (de rotatie di axiala - fig. 5), regulator de turatie hidromecanic sau vacuumatic si electrovalva distribuitorului (care asigura si intreruperea alimentarii cu motorina a motorului la oprirea motorului).
Functionare : motorina este aspirata din filtru de catre pompa de alimentare si trimisa prin canalul interior la distribuitor, care realizeaza presiunea de injectie, in cantitatea reglata de limitatorul de cursa a pistonului ; acesta este deplasat fie automat de catre regulatorul de turatie, fie de catre parghia camandata de pedala de acceleratie. Pentru aerisirea instalatiei, filtru de motorina este prevazut cu o pompa de aerisire de tip membrana. Unele pompe rotative Bosch, au o capsula vacuumatica care actioneaza cand iese din functiune turbina de supraalimentare cu aer (limitataor de fum la motoarele turbo).

Fig. 4. pompa de injectie rotativa tip V.E. Bosch: 1 – roata dintata de antrenare;
2 – capacul pompei; 3 – cap hdraulic; 4 – capsula vacumatica; 5 – conducta de alimentare a pompei; 6 – conducta colectare surplus motorina; 7 – parghie comanda acceleratie (prin limitatorul de cursa a pistonului); 8 – electrovalva pentru intreruperea alimentarii pompei;
9 – corpul pompei; 10 – dispozitiv de avans automat.

2 – capacul pompei; 3 – cap hdraulic; 4 – capsula vacumatica; 5 – conducta de alimentare a pompei; 6 – conducta colectare surplus motorina; 7 – parghie comanda acceleratie (prin limitatorul de cursa a pistonului); 8 – electrovalva pentru intreruperea alimentarii pompei;
9 – corpul pompei; 10 – dispozitiv de avans automat.

Fig. 5. Distribuitorul pompei de injectie cu piston cu miscare
combinata: 1 – limitator de cursa a pistonului; 2 – corpul
distribuitorului; 3 – piston cu miscare combinata (rotatie si axiala); 4
– spatiu de lucru a pistonului; 5 – supapa de refulare (spre injector);
6 – flansa.
La altele pompe, se mai gaseste un termostat care regleaza pozitia de ralanti marit la rece.
Pompa de injectie in linie (cu piston-sertar). Pompa cu piston (fig 6) folosita la motorul D 2156 HMN 8 are sase elementi de injectie si este antrenata de la comanda mecanismului de distributie printr-un arbore intermediar.Pe corpul pompei de injectie se monteaza pompa de alimentare cu piston, antrnata de excentricul de pe arborele ei cu came.
Pompa de injectie in linie (cu piston-sertar). Pompa cu piston (fig 6) folosita la motorul D 2156 HMN 8 are sase elementi de injectie si este antrenata de la comanda mecanismului de distributie printr-un arbore intermediar.Pe corpul pompei de injectie se monteaza pompa de alimentare cu piston, antrnata de excentricul de pe arborele ei cu came.
Exista pompe cu patru, opt sau mai muluti elementi de injectie, in functie de numarul de cilindri ai motorului.
Functionare : motorina venita prin conducta de alimentare 9 intra in camera longitidinala 26, de unde, prin orificiu de admisie, intra in cilindrul 20 ; pistonul 21 este actionat de arborele cu came 13, prin intermediul tachetului cu rola 16 ; in cursa sa ascendenta, pistonul refuleaza motorina cu presiune prin supapa de refulare 23 din racordul 25, care este trimisa prin conducta de inalta presiune 11 la injector ; dupa ce cama nu mai ataca tachetul, arcul readuce pistonul in pozitia initiala.
Reglarea debitului pompei de injectie se face prin rotirea pistonului cu ajutorul cremalierei 12, care angreneaza cu sectorul dintat 22. Acesta este fixat pe mansonul regulator, prevazut cu o degajare care intra un pinten al pistonului. Rotirea face ca muchia elecoidala a pistonului sa fie pozitionata fata de orificiu de refulare al cilindrului si sa se regleze debitul elementului, returnand o parte din motorina in camera longitudinala 26.
Arborele cu came primeste miscarea de la comanda mecanismului de distributie prin intermeduil cuplajului 8, iar calarea (punerea la punct) a pompei se face cu ajutorul dispozitivului 8 a. Regulatorul de turatie 2 limiteaza turatia minima si maxima a motorului, fiind de tip centrifugal cu conttragreutati si arcuri. Surplusul de motorina de la pompa de injectie merge la rezervoarele termoinjectoarelor.
In partea inferioara a corpului pompei de injectie 1 si a regulatorului de gaseste ulei, care asigura ungerea tachetilor, a arborelui cu came si a pieselor regulatorului de turatie.
Unele pompe de injectie au regulator pneumatic sau vacuumatic pentru ,,toate regimurile”, a carui comanda este asigurata de depresiunea de la colectorul de admisie, asigurand o functionare mai precisa.
Exista pompe cu regulator hidraulic.
Variatia cantitatii de combustibil se face in mod automat de catre regulatorul de turatie centrifugal 2, la o pozitie constanta a pedalei de acceleratie, de la care se comanda cremaliera 19 pentru marirea sau micsorarea turatiei motorului in functie de sarcina.
La unele motoare se utilizeaza pompe de injectie individuale, numite pompe injector.

Fig. 6. Pompa de injectie in linie cu piston sertar pentru motorul 2156 HMN 8: 1 – corpul pompei; 2 – corpul regulatorului de turatie; 3 – pargie acceleratie; 4 – pargie oprire; 5 – pompa alimentare; 6 – pompa amorsare; 8 – cuplaj pompa; 9 – conducta alimentare pompa; 12 – surub fixare bucsa element pompare; 13 – arbore cu came; 15 – tija pistonului pompei de alimentare;
16 – tachet cu rola; 17 – surub reglaj moment inceput injectie; 18 – arcul elementului de pompare; 19 – cremaliera; 20 – bucsa (corp) al elementului de pompare; 21 – pistonasul elementului de pompare; 23 – supape de refulare; 25 – racordul conductei de inalta presiune; 26 – canal comun alimentare elemente de pompare; 27 – corpul pompei de injectie.
Functionare : motorina venita prin conducta de alimentare 9 intra in camera longitidinala 26, de unde, prin orificiu de admisie, intra in cilindrul 20 ; pistonul 21 este actionat de arborele cu came 13, prin intermediul tachetului cu rola 16 ; in cursa sa ascendenta, pistonul refuleaza motorina cu presiune prin supapa de refulare 23 din racordul 25, care este trimisa prin conducta de inalta presiune 11 la injector ; dupa ce cama nu mai ataca tachetul, arcul readuce pistonul in pozitia initiala.
Reglarea debitului pompei de injectie se face prin rotirea pistonului cu ajutorul cremalierei 12, care angreneaza cu sectorul dintat 22. Acesta este fixat pe mansonul regulator, prevazut cu o degajare care intra un pinten al pistonului. Rotirea face ca muchia elecoidala a pistonului sa fie pozitionata fata de orificiu de refulare al cilindrului si sa se regleze debitul elementului, returnand o parte din motorina in camera longitudinala 26.
Arborele cu came primeste miscarea de la comanda mecanismului de distributie prin intermeduil cuplajului 8, iar calarea (punerea la punct) a pompei se face cu ajutorul dispozitivului 8 a. Regulatorul de turatie 2 limiteaza turatia minima si maxima a motorului, fiind de tip centrifugal cu conttragreutati si arcuri. Surplusul de motorina de la pompa de injectie merge la rezervoarele termoinjectoarelor.
In partea inferioara a corpului pompei de injectie 1 si a regulatorului de gaseste ulei, care asigura ungerea tachetilor, a arborelui cu came si a pieselor regulatorului de turatie.
Unele pompe de injectie au regulator pneumatic sau vacuumatic pentru ,,toate regimurile”, a carui comanda este asigurata de depresiunea de la colectorul de admisie, asigurand o functionare mai precisa.
Exista pompe cu regulator hidraulic.
Variatia cantitatii de combustibil se face in mod automat de catre regulatorul de turatie centrifugal 2, la o pozitie constanta a pedalei de acceleratie, de la care se comanda cremaliera 19 pentru marirea sau micsorarea turatiei motorului in functie de sarcina.
La unele motoare se utilizeaza pompe de injectie individuale, numite pompe injector.

Fig. 6. Pompa de injectie in linie cu piston sertar pentru motorul 2156 HMN 8: 1 – corpul pompei; 2 – corpul regulatorului de turatie; 3 – pargie acceleratie; 4 – pargie oprire; 5 – pompa alimentare; 6 – pompa amorsare; 8 – cuplaj pompa; 9 – conducta alimentare pompa; 12 – surub fixare bucsa element pompare; 13 – arbore cu came; 15 – tija pistonului pompei de alimentare;
16 – tachet cu rola; 17 – surub reglaj moment inceput injectie; 18 – arcul elementului de pompare; 19 – cremaliera; 20 – bucsa (corp) al elementului de pompare; 21 – pistonasul elementului de pompare; 23 – supape de refulare; 25 – racordul conductei de inalta presiune; 26 – canal comun alimentare elemente de pompare; 27 – corpul pompei de injectie.
I.2.B. INJECTOARE
Injectorul are rolul de a injecta combustibil in
stare pulverizata, cu picaturi fine, uniforme in cara de ardere,
Motoarele cu injectie directa necesita o distributie mai
uniforma a jetului de combustibil, datorita lipsei de turbulenta a
aerului in camera de ardere. Spre deosebire de acestea, la motoarele cu
injectie indirecta, pulverizarea combustibilului se impune de
a fi sub forma de jet conic, corespunzator formei camerei de ardere
auxiliare, si de o finete mai redusa a picaturilor, datorita existentei
turbulentei.
Pulverizarea se realizeaza cu ajutorul duzei injectorului, care poate fi prevazuta in acest scop cu unul sau mai multe orificii. Duzele pot avea sau nu varful conic ; cele cu varf conic se utilizeaza la motoarele cu injectie indirecta in scopul formarii jetului cu unghi conic corespunzator camerei de ardere. Duzele fara varf conic, mantate la injectoarele motoarelor cu injectie directa, au orificiile mai mici pentru realizarea pulverizarii mai fine a combustibilului, dar prezinta dezavantajul ca se infunda mai repede.
Constructiv, injectoarele pot fi deschise sau inchise (cele mai utilizate, printre care si la motoarele D 797-05 si D 2156 HMN 8).
Injectoarele de tip deschis au spatiul interior al duzei in legatura permanenta cu camera de ardere. Acestea se utilizeaza la motoarele la care timpul de injectie este foarte scurt si au o presiune inalta pana la 140 bar, la 2000 rot/min.
Injectoarele inchise (fig 7) au orificiul duzei 13, inchis perfect etans de catre arcul pulverzatorului 12.
Functionare : motorina intra prin racordul cu filtru 2, trece prin canalul 9 si ridica acul de pe scaunul 14, datorita apasarii cu presiune asupra umarului acului din camera 15 ; in felul acesta, infinge forta arcului 5 si motorina este pulverizata prin orificiul 13 in camera de ardere din capul pistonului.
Pulverizarea se realizeaza cu ajutorul duzei injectorului, care poate fi prevazuta in acest scop cu unul sau mai multe orificii. Duzele pot avea sau nu varful conic ; cele cu varf conic se utilizeaza la motoarele cu injectie indirecta in scopul formarii jetului cu unghi conic corespunzator camerei de ardere. Duzele fara varf conic, mantate la injectoarele motoarelor cu injectie directa, au orificiile mai mici pentru realizarea pulverizarii mai fine a combustibilului, dar prezinta dezavantajul ca se infunda mai repede.
Constructiv, injectoarele pot fi deschise sau inchise (cele mai utilizate, printre care si la motoarele D 797-05 si D 2156 HMN 8).
Injectoarele de tip deschis au spatiul interior al duzei in legatura permanenta cu camera de ardere. Acestea se utilizeaza la motoarele la care timpul de injectie este foarte scurt si au o presiune inalta pana la 140 bar, la 2000 rot/min.
Injectoarele inchise (fig 7) au orificiul duzei 13, inchis perfect etans de catre arcul pulverzatorului 12.
Functionare : motorina intra prin racordul cu filtru 2, trece prin canalul 9 si ridica acul de pe scaunul 14, datorita apasarii cu presiune asupra umarului acului din camera 15 ; in felul acesta, infinge forta arcului 5 si motorina este pulverizata prin orificiul 13 in camera de ardere din capul pistonului.



Fig. 7. Injector: a – ansamblul injectorului; 1 – corpul
injectorului; 2 – record de alimentare cu filtru; 3 – piulita duzei; 4 –
tija; 5 – arc de presiune; 6 – piulita reglaj; 7 – saiba reglaj; 8 –
surub pentru racordare la conducta de retur; b – pulverizator (duza); 9
– canal de comdustibil; 10 – stift de ghidaj; 11 – corpul
pulverizatorului; 12 – acul pulverizatorului;
13 – orificiu de injectare; 14 – scaunul acului; 15 – camera pentru umarul acului;
c – injector tip Bosch; 1 – record inalta presiune; 2 – corp; 3 – piulita; 4 – duza; 5 – acul duzei; 6 – tija; 7 – arc; 8 – taler de tensionare a arcului; 9 – record surplus motorina; 10 – record colectare surplus; 11 – piulita superioara; 13 – orificiu; 14 – filtru mecanic
13 – orificiu de injectare; 14 – scaunul acului; 15 – camera pentru umarul acului;
c – injector tip Bosch; 1 – record inalta presiune; 2 – corp; 3 – piulita; 4 – duza; 5 – acul duzei; 6 – tija; 7 – arc; 8 – taler de tensionare a arcului; 9 – record surplus motorina; 10 – record colectare surplus; 11 – piulita superioara; 13 – orificiu; 14 – filtru mecanic
Surplusul de combustibil scapat printre ac si ghid
trece in corpul injectorului iar prin racordul 8 este colectat de
conducta de retur si trimisa in rezervor. Cand presiunea motorinei a
scazut, acul 12 inchide orificiul duzei sub actiunea arcului 5.
Presiunea de injectie se regleaza prin modificarea tensiunii arcului 5, cu ajutorul piulitei 6 si al saibe de reglej 7.
La motorul D 797-05 se foloseste injector inchis, de tip KBL 76 S2R (fig 8, a) a carei presiune de injectie este de 190 bar, reglabila cu ajutorul piulitei 6 si al saibe de reglaj 7.
Motorul D 2156 HMN 8 este dotat cu injectoare inchise, de tip KDL 94 S3R a carui constructie este la fel, insa presiunea de reglaj este 175 bar ; reglarea presiunii se face de la o tija filetata cu contra piulita, montata in piulita injectorului, deasupra tijei de apasare a arcului.
La motoarele DIESEL ale autoturismelor, se foloseste injectorul din figura 8, c, montat prin insurubare pe chiulasa, prin intermediul corpului 2. Motorina intra prin racordul cu filtru mecanic 1 si este puverizata in camera de ardere (antecamera) prin orificiul 13, sub forma de jet de catre duza 4 cu acul ei 5. Surplusul de motorina iese prin racordul 10 si printr-o conducta ce colecteaza motorina de la toate injectoarele (racordurile fiind inseriate) este returnata la pompa de injectie si apoi la rezervor.
Acest tip de injector se foloseste la motoarele cu injectie indirecta (in precamerele de ardere), pentru a obtine o buna turbionare si formarea unui amestec omogen cu aerul.
Reglarea presiuni de injectare este realizata prinj adaugarea sau scoaterea de saibe 8, pentru tensionarea arcului 7 (pri adaugare se mareste presiune) ;aceasta este de 120± 5 bar.
Presiunea de injectie se regleaza prin modificarea tensiunii arcului 5, cu ajutorul piulitei 6 si al saibe de reglej 7.
La motorul D 797-05 se foloseste injector inchis, de tip KBL 76 S2R (fig 8, a) a carei presiune de injectie este de 190 bar, reglabila cu ajutorul piulitei 6 si al saibe de reglaj 7.
Motorul D 2156 HMN 8 este dotat cu injectoare inchise, de tip KDL 94 S3R a carui constructie este la fel, insa presiunea de reglaj este 175 bar ; reglarea presiunii se face de la o tija filetata cu contra piulita, montata in piulita injectorului, deasupra tijei de apasare a arcului.
La motoarele DIESEL ale autoturismelor, se foloseste injectorul din figura 8, c, montat prin insurubare pe chiulasa, prin intermediul corpului 2. Motorina intra prin racordul cu filtru mecanic 1 si este puverizata in camera de ardere (antecamera) prin orificiul 13, sub forma de jet de catre duza 4 cu acul ei 5. Surplusul de motorina iese prin racordul 10 si printr-o conducta ce colecteaza motorina de la toate injectoarele (racordurile fiind inseriate) este returnata la pompa de injectie si apoi la rezervor.
Acest tip de injector se foloseste la motoarele cu injectie indirecta (in precamerele de ardere), pentru a obtine o buna turbionare si formarea unui amestec omogen cu aerul.
Reglarea presiuni de injectare este realizata prinj adaugarea sau scoaterea de saibe 8, pentru tensionarea arcului 7 (pri adaugare se mareste presiune) ;aceasta este de 120± 5 bar.
I.2.C. CONDUCTE
Conductele folosesc la conducerea combustibilului
intre elementele componente ale instalatiei de alimentare. Conductele
de joasa presiune sunjt confectionate din teava de cupru, alama sau din
material plastic, fiind prevazute cu terminatii de racordare.
Intre pompa de injectie si ionjectoare sunt conducte de inalta presiune din teava de otel cu grosimea peretilor mare, pentru rezistenta ; lungimea lor este egala.
Intre pompa de injectie si ionjectoare sunt conducte de inalta presiune din teava de otel cu grosimea peretilor mare, pentru rezistenta ; lungimea lor este egala.
I.3. INTRETINEREA, DEFECTELE IN EXPLOATARE SI REPARAREA INSTALATIEI DE ALIMENTARE A MOTOARELOR CU APRINDERE PRIN COMPRESIE
I.3.A. INTRETINEREA INSTALATIEI
°
Operatiile de intretinere specifice instalatiei de alimentare MAC sunt :
- de control a fixarii organelor componente;
- a mentinerii gradului de curatire (filtrarea motorinei de la alimentare a automobilului si pana la debitarea in camera de ardere);
- de etansare a elementelor componente;
- de verificare a starii tehnice si a unor reglaje;
Rezervorul necesita : operatii de verificare a fixarii pe cadru, a starii garniturii de la busonul de umplere, curatirea si spalarea la 60 000 km.
Alimentarea cu combustibil se face direct de la pompa si numai prin sita rezervorului sao printr-o panza deasa.Patrunderea oricaror impuritati poate conduce la uzura si dereglarii grave ale intregii instalatii.
Conductele se controleaza sa fie perfect etansate la imbinarea cu componentele instalatiei, sa nu prezinte deformari sau strangulari, sa aiba razele de curbura cat mai mari.
Conductele de inalta presiune vor fi etans fixate la pompa de injectie si injectoare si vor avea, de asemenea, raze de curbura maxime pentru evitarea patrunderii aerului sau a strangularii. De asemenea, toate conductele, ca de altfel intreaga instalatie, vor fi mentinute in perfecta stare de curatire. Periodicitatea de control este de 10 000 km.
Pompa de alimentare va fi verificata periodic la 10 000 km, controlandu-se :
-starea de fixare ;
-presiunea de debitare ;
-iar la motorul D 2156 HMN 8 si curatirea prefiltrului de motorina ;
Filtrele de combustibil din hartie se inlocuiesc periodic :
-la 15 000 km elementul filtrant brut ; la 15 000 km elementul filtrant fin.
La motorul D 2156 HMN 8 din primele serii, filtru brut este din pasla acesta se demonteaza, se curata prin barbotarea in motorina si suflarea cu aer comprimat, apoi se monteaza avand grija ca garniturile de etansare sa fie corect montate. Operatia se executa la 60 000 km.
Filtru fin de la motorul din primele serii se inlocuieste tot la 15 000 km.
La inlocuirea elementelor filtrante, se va avea grija ca garniturile de etansare sa nu fie deteriorate.
Filtru brut avand cupa din sticla, cu rol de filtru de decantare, va fi golit si spalat de impuritati si de apa depusa, o data cu schimbarea elementului filtrant.
La automobilele cu avertizor optic la bord, pentru semnalizarea impuritatilor si apei din filtru grosier, se va proceda la curatirea lui (la aprinderea becului avertizor).
Filtru de aer necesita completarea cu ulei pana la nivel, saptamanal.
La 15 000 km (sau in conditii de praf, mai des), se goleste filtru de uluei, se spala si se umple cu ulei proaspat iar elementul filtrant se spala si se sufla cu aer comprimat. La montarea pe colectorul de admisie, se va sigura strangerea etansa, pentru a se evita aspiratia de aer nefiltrat.
Pompa de injectie impune : operatii de curatire, verificarea fixarii ei si a conductelor de racordare, a etanseitatii si a bunei functionari – debitarea la presiune si in cantitatea la care s-a facut reglarea. Tot acum se verifica si culoarea fumului de evacuere, cu ajutorul dispozitivului special – fumetru.
La nevoie se face din nou reglarea pe standul special, fiind interzisa orice interventie in afara atelierului specializat.
La pompa de injectie in linie, se face completarea cu ulei a carterului si a regulatorului de turatie.
Injectoarele se verifica si se regleaza la 30 000 km, controlandu-se presiunea de injectie, etanseitate, caracteristicile jetului de injectie (forma, dispersia, zgomotul).
Controlul si reglarea se executa pe dispozitiv special (fig 8). Mai intai, injectorul se demonteaza si se spala in motorina curata. Calamina de pe corpul pulverizatorului se curata cu un betisor de lemn de brad si perie de sarma fina, iar acul cu o carpa fina, moale si curata. Interiorul pulverizatorului se curata cu o gheara si un dorn din trusa speciala. Orificiile pulverizatorului se desfunda cu un ac special. Filtru –tija din racordul injectorului se demonteaza si se spala in motorina bine filtrata.
Corpul pulverizatorului si arcul se rodeaza impreuna cu o pasta foarte fina, avand o mare precizie. Nu sunt interschimbabile decat la reparare si se inlocuiesc imperecheate.
Dupa curatire, injectorul se remonteaza in baie de motorina bine filtrata si se supune verificarii si reglarii astfel :
Injectorul se monteaza la conducta de refulare 6 a dispozitivului, se deschide robinetul 2 pentru alimentare cu motorina de la rezervorul 1 si se actioneaza progresiv maneta 5 pentru pomparea combustibilului de catre elementul 4, pana la atingerea presiuni prescrise, citita la manometru 3.
Daca nu corespunde, se face reglarea injectorului KBL 76 pana se obtine presiunea de injectie indicata de 190 bar, iar la KDL 94, DE 175 bar.
I.3.A. INTRETINEREA INSTALATIEI
°
Operatiile de intretinere specifice instalatiei de alimentare MAC sunt :
- de control a fixarii organelor componente;
- a mentinerii gradului de curatire (filtrarea motorinei de la alimentare a automobilului si pana la debitarea in camera de ardere);
- de etansare a elementelor componente;
- de verificare a starii tehnice si a unor reglaje;
Rezervorul necesita : operatii de verificare a fixarii pe cadru, a starii garniturii de la busonul de umplere, curatirea si spalarea la 60 000 km.
Alimentarea cu combustibil se face direct de la pompa si numai prin sita rezervorului sao printr-o panza deasa.Patrunderea oricaror impuritati poate conduce la uzura si dereglarii grave ale intregii instalatii.
Conductele se controleaza sa fie perfect etansate la imbinarea cu componentele instalatiei, sa nu prezinte deformari sau strangulari, sa aiba razele de curbura cat mai mari.
Conductele de inalta presiune vor fi etans fixate la pompa de injectie si injectoare si vor avea, de asemenea, raze de curbura maxime pentru evitarea patrunderii aerului sau a strangularii. De asemenea, toate conductele, ca de altfel intreaga instalatie, vor fi mentinute in perfecta stare de curatire. Periodicitatea de control este de 10 000 km.
Pompa de alimentare va fi verificata periodic la 10 000 km, controlandu-se :
-starea de fixare ;
-presiunea de debitare ;
-iar la motorul D 2156 HMN 8 si curatirea prefiltrului de motorina ;
Filtrele de combustibil din hartie se inlocuiesc periodic :
-la 15 000 km elementul filtrant brut ; la 15 000 km elementul filtrant fin.
La motorul D 2156 HMN 8 din primele serii, filtru brut este din pasla acesta se demonteaza, se curata prin barbotarea in motorina si suflarea cu aer comprimat, apoi se monteaza avand grija ca garniturile de etansare sa fie corect montate. Operatia se executa la 60 000 km.
Filtru fin de la motorul din primele serii se inlocuieste tot la 15 000 km.
La inlocuirea elementelor filtrante, se va avea grija ca garniturile de etansare sa nu fie deteriorate.
Filtru brut avand cupa din sticla, cu rol de filtru de decantare, va fi golit si spalat de impuritati si de apa depusa, o data cu schimbarea elementului filtrant.
La automobilele cu avertizor optic la bord, pentru semnalizarea impuritatilor si apei din filtru grosier, se va proceda la curatirea lui (la aprinderea becului avertizor).
Filtru de aer necesita completarea cu ulei pana la nivel, saptamanal.
La 15 000 km (sau in conditii de praf, mai des), se goleste filtru de uluei, se spala si se umple cu ulei proaspat iar elementul filtrant se spala si se sufla cu aer comprimat. La montarea pe colectorul de admisie, se va sigura strangerea etansa, pentru a se evita aspiratia de aer nefiltrat.
Pompa de injectie impune : operatii de curatire, verificarea fixarii ei si a conductelor de racordare, a etanseitatii si a bunei functionari – debitarea la presiune si in cantitatea la care s-a facut reglarea. Tot acum se verifica si culoarea fumului de evacuere, cu ajutorul dispozitivului special – fumetru.
La nevoie se face din nou reglarea pe standul special, fiind interzisa orice interventie in afara atelierului specializat.
La pompa de injectie in linie, se face completarea cu ulei a carterului si a regulatorului de turatie.
Injectoarele se verifica si se regleaza la 30 000 km, controlandu-se presiunea de injectie, etanseitate, caracteristicile jetului de injectie (forma, dispersia, zgomotul).
Controlul si reglarea se executa pe dispozitiv special (fig 8). Mai intai, injectorul se demonteaza si se spala in motorina curata. Calamina de pe corpul pulverizatorului se curata cu un betisor de lemn de brad si perie de sarma fina, iar acul cu o carpa fina, moale si curata. Interiorul pulverizatorului se curata cu o gheara si un dorn din trusa speciala. Orificiile pulverizatorului se desfunda cu un ac special. Filtru –tija din racordul injectorului se demonteaza si se spala in motorina bine filtrata.
Corpul pulverizatorului si arcul se rodeaza impreuna cu o pasta foarte fina, avand o mare precizie. Nu sunt interschimbabile decat la reparare si se inlocuiesc imperecheate.
Dupa curatire, injectorul se remonteaza in baie de motorina bine filtrata si se supune verificarii si reglarii astfel :
Injectorul se monteaza la conducta de refulare 6 a dispozitivului, se deschide robinetul 2 pentru alimentare cu motorina de la rezervorul 1 si se actioneaza progresiv maneta 5 pentru pomparea combustibilului de catre elementul 4, pana la atingerea presiuni prescrise, citita la manometru 3.
Daca nu corespunde, se face reglarea injectorului KBL 76 pana se obtine presiunea de injectie indicata de 190 bar, iar la KDL 94, DE 175 bar.

Fig. 8. Dispozitiv de verificat si reglat injectoare: 1 – rezervor motorina; 2 – robinet;
3 – manometru; 4 – element de pompare; 5 – maneta; 6 – conducta de refulare.
3 – manometru; 4 – element de pompare; 5 – maneta; 6 – conducta de refulare.
In timpul reglajului nu se actioneaza asupra
dispozitivului. O data cu presiunea se controleaza si caracteristicile
jetului si etenseitatea injectorului.
Jetul de injectie trebuie sa fie ca o ceata din picaturi foarte fine de forma conica, niform, fara linii clare sau groase. Cand se actioneaza progresiv maneta, jetul trebuie sa tasneasca brusc, neregulat ; daca apar picaturi, etanseitatea nu este buna, si se inlocuieste pulverizatorul.
Determinarea continutului de noxe din gazele de esapare se face cu fumetru de tip Bosch (fig 9), care poate oferi cinci metode, dintre care cele mai importante sunt in unitati Bosch (4 - 5 unitati admisibile) si in unitati Hartridge. Acest aparat permite operational sa se gaseasca continutl de noxe din fumul de esapare emanat de motorul DIESEL, prin intermediul unui detector 5 (senzor) intre bratele caruia se aseaza teava de esapament ; aceasta printr-un cablu de transmite la fumetrul propriui-zis 3, datele prin traductorul a care se regleaza in pozitia scalei de inregistrat si care se afiseaza numeric pe ecranul b. Aparatul este alimentat la un curent continuu de 9 V, prin intermediul redresorului 2 de la priza de 220 V. Detectarea se bazeaza pe gardul de capacitate a fumului, separat de senzorul 5 prin cele 2 receptoare laterale in infrarosu. Comenzile aparatului 3 se face prin intermediul butoanelor c si d, iar reglarea scalei de masurare prin butonul e, dupa ce in prealabil s-a masurat dimetrul tevii de esapament, care se coreleaza cu datele afisate.
Intretinerea instaletiei de alimentare cu sistem turbo pentru supraalimentare, include pe langa operatiile obisnuite ale motorului DIESEL si altele specifice ca :
- verificarea periodica a turbinelor de antrenare (de catre gazului de evacuare ale motorului) si de comprimare a aerului, privind etansarea si functionalitatea ;
- controlarea racordurilor tubulare din cauciuc ;
- verificarea radiatorului de racire a aerului (etansare, imbacsire cu praf, etc.) ;
- controlul etanseitatii colectorului de admisie.
Jetul de injectie trebuie sa fie ca o ceata din picaturi foarte fine de forma conica, niform, fara linii clare sau groase. Cand se actioneaza progresiv maneta, jetul trebuie sa tasneasca brusc, neregulat ; daca apar picaturi, etanseitatea nu este buna, si se inlocuieste pulverizatorul.
Determinarea continutului de noxe din gazele de esapare se face cu fumetru de tip Bosch (fig 9), care poate oferi cinci metode, dintre care cele mai importante sunt in unitati Bosch (4 - 5 unitati admisibile) si in unitati Hartridge. Acest aparat permite operational sa se gaseasca continutl de noxe din fumul de esapare emanat de motorul DIESEL, prin intermediul unui detector 5 (senzor) intre bratele caruia se aseaza teava de esapament ; aceasta printr-un cablu de transmite la fumetrul propriui-zis 3, datele prin traductorul a care se regleaza in pozitia scalei de inregistrat si care se afiseaza numeric pe ecranul b. Aparatul este alimentat la un curent continuu de 9 V, prin intermediul redresorului 2 de la priza de 220 V. Detectarea se bazeaza pe gardul de capacitate a fumului, separat de senzorul 5 prin cele 2 receptoare laterale in infrarosu. Comenzile aparatului 3 se face prin intermediul butoanelor c si d, iar reglarea scalei de masurare prin butonul e, dupa ce in prealabil s-a masurat dimetrul tevii de esapament, care se coreleaza cu datele afisate.
Intretinerea instaletiei de alimentare cu sistem turbo pentru supraalimentare, include pe langa operatiile obisnuite ale motorului DIESEL si altele specifice ca :
- verificarea periodica a turbinelor de antrenare (de catre gazului de evacuare ale motorului) si de comprimare a aerului, privind etansarea si functionalitatea ;
- controlarea racordurilor tubulare din cauciuc ;
- verificarea radiatorului de racire a aerului (etansare, imbacsire cu praf, etc.) ;
- controlul etanseitatii colectorului de admisie.

Fig. 9. Fummetrul tip Bosch: 1 – cablu de alimentare retea 220V; 2 – redresor pentru 9 V;
3 – fummetrul propriu-zis; ( a – traductor; b – ecranul de afisaj; c si d – butoane de comanda cu senzori; e – butonul de comutare pentru alegerea uneia dintre cele cinci metode de determinare a gradului de fum.); 4 – cablu de legatura; 5 – detectorul de gaze; 6 – support; 7 – teva esapament;
8 – fumul esapament.
3 – fummetrul propriu-zis; ( a – traductor; b – ecranul de afisaj; c si d – butoane de comanda cu senzori; e – butonul de comutare pentru alegerea uneia dintre cele cinci metode de determinare a gradului de fum.); 4 – cablu de legatura; 5 – detectorul de gaze; 6 – support; 7 – teva esapament;
8 – fumul esapament.
I.3.B. DEFECTELE IN EXPLOATARE ALE INSTALETIEI DE ALIMENTARE A MOTOARELOR CU APRINDERE PRIN COMPRESIE
La motoarele cu aprindere prin compresie,
defectiunile sunt multiple din cauze diferite, dar, in special,
datorita inaltei presiuni la care lucreaza unele componente.
Rezervorul poate fi fisurat sau perforat datorita indeosebi coroziunii si apei de condens din combustibil.
Remedierea pana la atelier consta in lipirea cu o panza impermeabila (sau carton) cu aracet sau prenadez, iar in lipsa lor cu sapun sau miez de paine inmuiat.
La atelir, se cositoreste sau se sudeaza cu mare atentie ca si in cazul rezervorului de benzina. Rezervoarele puternic corodate se vor inlocui.
Conductele pot fi infundate sau deteriorate. Infundarea se datoreaza scamelor, impuritatilor, sau chiar dopurilor de gheata.
Remedierea consta in suflarea cu aer comprimat, apoi, la statia de intretinere, se vor curata rezervorul si conductele de impuritati cu apa. Conductele inghetate se vor inacalzi. In acest caz, ca si in lipsa de combustibil in rezervor, patrunde aer in instalatie, care trebuie eliminat pentru a asigura presiunea necesara de debitare. Se pompeaza manual la pompa de alimentare, desfacand capacul conductelor, pe rand, pana iese motorina fara bule de areapoi se desfac, pe rand, cate putin, racordurile filtrelor, pompe de injectie si conductelor de inalta presiune (la capetele injectoarelor), pompand continuu, pana se elimiana aerul complet din instaletie.
Conductele deteriorate se indreapta sau se inlocuiesc, iar in caz de fisurare se sudeaza. Dupa montarea pe motor se scoate aerul din instaltie.
Filtrele de combustibil pot fi infundate partial sau total.Daca este infundat elementul de filtrare brut, de depisteaza cand se actioneaza pompa manuala caci nu opune nici o rezistenta. Motorul nu poate porni din lipsa de combustibil.
Remedierea consta in spalarea filtrului, daca este textil sau inlocuirea elementului, cand este din hartie.
Infundarea filtrului fin se constata prin pornirea si oprirea motorului imediat, pentru ca motorina nu ajunge la pompa de injectie. Se va proceda la inlocuirea elementului filtrant.
Pompa de alimentare (FIG 613), daca este de tip cu membrana, poate avea aceleasi defectiuni ca si cea de benzina.
Daca este cu piston (FIG 614), defectiunile cele mai frecvente sunt : griparea sau uzura pistonului 7, ruperea arcului pistonului 11, griparea sau uzura tachetului cu galet 3, griparea pistonului pompei de amorsare, infundarea prefiltrului pompei, deteriorarea supapei de admisie 10 si de refulare 12 sau a arcurilor lor.
Remedierea consta in inlocuirea pieselor defecte sau chiar a pompei. Dupa remediere se scoate aerul din instaletie. Dca nu este posibila inlocuirea se va remorca auromobilul pna la atelier.
Pompa de injectie, fiind organul cel mai important in caz de defectare, nu se remediaza pe drum, ceea ce impune remorcarea autovehiculului pana la atelier. Defectiunile cele mai importante sunt :
Rezervorul poate fi fisurat sau perforat datorita indeosebi coroziunii si apei de condens din combustibil.
Remedierea pana la atelier consta in lipirea cu o panza impermeabila (sau carton) cu aracet sau prenadez, iar in lipsa lor cu sapun sau miez de paine inmuiat.
La atelir, se cositoreste sau se sudeaza cu mare atentie ca si in cazul rezervorului de benzina. Rezervoarele puternic corodate se vor inlocui.
Conductele pot fi infundate sau deteriorate. Infundarea se datoreaza scamelor, impuritatilor, sau chiar dopurilor de gheata.
Remedierea consta in suflarea cu aer comprimat, apoi, la statia de intretinere, se vor curata rezervorul si conductele de impuritati cu apa. Conductele inghetate se vor inacalzi. In acest caz, ca si in lipsa de combustibil in rezervor, patrunde aer in instalatie, care trebuie eliminat pentru a asigura presiunea necesara de debitare. Se pompeaza manual la pompa de alimentare, desfacand capacul conductelor, pe rand, pana iese motorina fara bule de areapoi se desfac, pe rand, cate putin, racordurile filtrelor, pompe de injectie si conductelor de inalta presiune (la capetele injectoarelor), pompand continuu, pana se elimiana aerul complet din instaletie.
Conductele deteriorate se indreapta sau se inlocuiesc, iar in caz de fisurare se sudeaza. Dupa montarea pe motor se scoate aerul din instaltie.
Filtrele de combustibil pot fi infundate partial sau total.Daca este infundat elementul de filtrare brut, de depisteaza cand se actioneaza pompa manuala caci nu opune nici o rezistenta. Motorul nu poate porni din lipsa de combustibil.
Remedierea consta in spalarea filtrului, daca este textil sau inlocuirea elementului, cand este din hartie.
Infundarea filtrului fin se constata prin pornirea si oprirea motorului imediat, pentru ca motorina nu ajunge la pompa de injectie. Se va proceda la inlocuirea elementului filtrant.
Pompa de alimentare (FIG 613), daca este de tip cu membrana, poate avea aceleasi defectiuni ca si cea de benzina.
Daca este cu piston (FIG 614), defectiunile cele mai frecvente sunt : griparea sau uzura pistonului 7, ruperea arcului pistonului 11, griparea sau uzura tachetului cu galet 3, griparea pistonului pompei de amorsare, infundarea prefiltrului pompei, deteriorarea supapei de admisie 10 si de refulare 12 sau a arcurilor lor.
Remedierea consta in inlocuirea pieselor defecte sau chiar a pompei. Dupa remediere se scoate aerul din instaletie. Dca nu este posibila inlocuirea se va remorca auromobilul pna la atelier.
Pompa de injectie, fiind organul cel mai important in caz de defectare, nu se remediaza pe drum, ceea ce impune remorcarea autovehiculului pana la atelier. Defectiunile cele mai importante sunt :
- intepenirea cu intermitenta a pistoanelor elementelor pompei de injectie (elementului de pompare si distributie la pompa de tip CAV) datorita uzurii prin patrunderea impuritatilor in instalatie. Motorul functioneaza neregulat, iar pedala de acceleratie si, respectiv, cremaliera se deplaseaza sacadat. Remedierea se face in atelier, prin inlocuirea elermentului defect.
- Griparea unui element al pompei de injectie (elementul de pompare la pompa de tip CAV), datorita jocurilor prea mici de montaj sau patrunderii impuritatilorsi deci ancrasarii. Motorul se ambaleaza excesiv, datorita faptului ca regulatoul nu mai poate deplasa cremaliera. Remedierea consta in demontarea, spalarea si eventul slefuirea pistonului cu cilindrii ; in caz ca defectiunea nu se poate remedia, aceasta se va face la atelirul specializat.
- Patrunderea aerului in pompa de injectie, care duce la injectarea necorespunzatoare de motorina in camerele de ardere, la functionarea neregulata a motorului ; daca motorul este oprit, nu se mai poate porni. Pompa de injectie elimina normal aerul prin conducta de retur spre rezervor. Cand cantitatea de aer este prea mare, cauzata de obicei de demontari repetate sau la golirea completa a rezervorului de motorina Cand cantitatea de aer este prea mare, cauzata de obicei de demontari repetate sau la golirea completa a rezervorului de motorina, se purjeaza de pompa de injectie, dupa cum s-a aratat mai sus.
- Uzura regulatorului de turatie, care duce la functionarea neregulata a motorului, ceea ce impune repararea prin inlocuirea pieselor defecte, dar mai ales a arcului turat.
Injectoarele pot reprezenta o serie de defectiuni, cauzate de conditiile de lucru (presiune si temperaturi inalte), care pot fi :
- Intepenirea acului injectorului datorita :calaminei acumulate din pulverizare defectuoasa a motorinei, presiunii unilaterale asupra acului sau asezarii lui incorecte pe scaun, care poate fi urmata, uneori, de supra incalzirii motorului.
In acest caz, motorul funtioneaza neregulat, scoate fum negru, se aud batai si se scade puterea ; daca este oprit, motorul porneste foarte greu, iar cand defectiunea exista la doua injectoare, nu mai porneste. Depistarea injectorului defect se face prin demontarea partiala a racordului de legatura a conductei de inalta presiune, sau prin demontarea injectoarelor si scoaterea lor afara ; actionand motorul cu demarorul, se urmareste pulverizarea ; cel care nu debiteaza motorina sub forma de ceata sau nu are un zgomot sec este defect (prezinta un zgomot ca un scartait). Injectorul defect sec dezasambleaza, se curata acul si corpul pulverizatorului cu sculele trusei speciale sau cu un betisor de brad, apoi se spala cu motorina ; acul trebuie sa alunece usor, singur, in corpul pulverizatorului ;
- Intepenirea acului injectorului datorita :calaminei acumulate din pulverizare defectuoasa a motorinei, presiunii unilaterale asupra acului sau asezarii lui incorecte pe scaun, care poate fi urmata, uneori, de supra incalzirii motorului.
In acest caz, motorul funtioneaza neregulat, scoate fum negru, se aud batai si se scade puterea ; daca este oprit, motorul porneste foarte greu, iar cand defectiunea exista la doua injectoare, nu mai porneste. Depistarea injectorului defect se face prin demontarea partiala a racordului de legatura a conductei de inalta presiune, sau prin demontarea injectoarelor si scoaterea lor afara ; actionand motorul cu demarorul, se urmareste pulverizarea ; cel care nu debiteaza motorina sub forma de ceata sau nu are un zgomot sec este defect (prezinta un zgomot ca un scartait). Injectorul defect sec dezasambleaza, se curata acul si corpul pulverizatorului cu sculele trusei speciale sau cu un betisor de brad, apoi se spala cu motorina ; acul trebuie sa alunece usor, singur, in corpul pulverizatorului ;
- Infundarea orificiilor pulverizatorului, carea are loc ca urmare a unei slabe pulverizari si, deci, a cocsarii. Motorul bate si scoate fum negru. Remedierea consta in demontarea si desfundarea orifiicilor cu acul di trusa speciala ; apoi, se spala bine pulverizatorul in motorina si se remonteaza ;
- Neetanseitatea acului pulverizatorului, urmare a depunerilor de calamina, intepenirii acului, uzurii acului si corpului pulverizatorului, sau a scaunului acului. Motorul functioneaza cu intreruperi, puterea scade, iar dupa oprire, motorul nu mai poate fi pornit daca sunt doua injectoare defecte.
Se depisteaza defectiunea, dupa cum s-a aratat mai sus, si, la nevoie, se inlocuieste pulverizatorul ;
- Uzarea injectorului si in special a pulverizatorului, care nu mai asigura o pulverizare buna motorinei ; motorul nu dezvolta intreaga putere. Daca uzura este pronuntata, injectorul se inlocuieste.
Filtru de aer poate sa se infunde din cauza prafului. Motorul porneste foarte greu sau nu mai poate fi pornit. In acest caz, se demonteaza filtrul, se sufla cu aer comprimat elementul filtrant, iar daca este de tip combinat, se inlocuieste si uleiul
Catalizatorul infundat poate provoca functionarea neregulata a motorului, iar emenarea de noxe si fim negru sa fie puternica ; se face verificarea functionarii lui cu ajutorul fumetrului si daca nu corespunde se inlocuieste.
La instalatia turbo neetansarile racordurilor duce la functionarea incorecta a motorului ; remedierea consta in inlocuirea racordurilor.
Zgoomotele provocate de uzura rulmentilor impune inlocuirea lor. Daca sunt provocate de turbine, acestea se vor echilibra dinamic, pe stand special, in atelier.
Scaparile de aer la racitor, sau ineficacitatea lui se remediaza prin inlaturarea impuritatilor, sau cositorirea partilor deteriorate.
Dupa orice interventie, se face aerisirea circuitului de motorina.
- Uzarea injectorului si in special a pulverizatorului, care nu mai asigura o pulverizare buna motorinei ; motorul nu dezvolta intreaga putere. Daca uzura este pronuntata, injectorul se inlocuieste.
Filtru de aer poate sa se infunde din cauza prafului. Motorul porneste foarte greu sau nu mai poate fi pornit. In acest caz, se demonteaza filtrul, se sufla cu aer comprimat elementul filtrant, iar daca este de tip combinat, se inlocuieste si uleiul
Catalizatorul infundat poate provoca functionarea neregulata a motorului, iar emenarea de noxe si fim negru sa fie puternica ; se face verificarea functionarii lui cu ajutorul fumetrului si daca nu corespunde se inlocuieste.
La instalatia turbo neetansarile racordurilor duce la functionarea incorecta a motorului ; remedierea consta in inlocuirea racordurilor.
Zgoomotele provocate de uzura rulmentilor impune inlocuirea lor. Daca sunt provocate de turbine, acestea se vor echilibra dinamic, pe stand special, in atelier.
Scaparile de aer la racitor, sau ineficacitatea lui se remediaza prin inlaturarea impuritatilor, sau cositorirea partilor deteriorate.
Dupa orice interventie, se face aerisirea circuitului de motorina.
I.3.C. REPARAREA INSTALATIEI DE ALIMENTARE A MOTOARELOR CU APRINDERE PRIN COMPRESIE
Dintre componente, uzurile cele mai importante sunt
cele alei pompei de injectie si injectoarelor, uzuri accentuete si de
impuritatile din combustibil.
La pompa de injectie, pot fi : uzuri ale arborilor cu came, supapelor de reglare, axelor si rulmentilot la regulator, supapei de dozaj, pompei de transfer si inelul cu came (de la pompa CAV).
La injectoare se defecteaza indeosebi pulverizatoarele. Remedierea se face prin inlocuirea tuturor acestor piese componente.
Aceste uzuri nu sunt uniforme, datorita conditiilor de lucru deosebite. Astfel, uzuzra maxima la pistonul plonjor se manifesta in zona michiei superioarea canalului elicoidal, iar la cilindru pistonului, in zona ferestrelor, in timp ce la injector se uzeaza pulverizatorul pe suprafata de ghidare a acului, scaunul arcului si orificiile de pulverizare ; la supapa de refulare a pompei de injectie, se uzeaza scaunul si cantrascaunul.
Toate aceste uzuri duc la o functionare necorespunzatoare a motorului, la scaderea puterii si la consum exagerat de combustibil.
Repararea pompei de injectie si ainjectoarelor se executa in ateliere specializate prin : demontare, spalare, control, sortarea pieselor, repararea sau inlocuirea celor uzate, reasamblarea, reglarea si incercarea lor.
Spalarea se face la exterior cu solvent alcalin la 80 ……90°C ; se clateste cu apa si se usuca.
Piesele se supun apoi controlului cu lupa pentru aspect exterior, se masoara si se sorteaza pe grupe de dimensiuni.
Orice piesa fisurata, deformata, cu urme de coroziune sau uzura excesiva se rebuteaza.
Piesele de mare precizie (pistonul planjor cu cilindru, supapele de refulare,acul si corpul pulverizatorului) se repara prin trei metode : sortare si reimperechere, in trepte de reparatie si prin acoperire (chimica sau electrolitica).
La pompa de injectie, pot fi : uzuri ale arborilor cu came, supapelor de reglare, axelor si rulmentilot la regulator, supapei de dozaj, pompei de transfer si inelul cu came (de la pompa CAV).
La injectoare se defecteaza indeosebi pulverizatoarele. Remedierea se face prin inlocuirea tuturor acestor piese componente.
Aceste uzuri nu sunt uniforme, datorita conditiilor de lucru deosebite. Astfel, uzuzra maxima la pistonul plonjor se manifesta in zona michiei superioarea canalului elicoidal, iar la cilindru pistonului, in zona ferestrelor, in timp ce la injector se uzeaza pulverizatorul pe suprafata de ghidare a acului, scaunul arcului si orificiile de pulverizare ; la supapa de refulare a pompei de injectie, se uzeaza scaunul si cantrascaunul.
Toate aceste uzuri duc la o functionare necorespunzatoare a motorului, la scaderea puterii si la consum exagerat de combustibil.
Repararea pompei de injectie si ainjectoarelor se executa in ateliere specializate prin : demontare, spalare, control, sortarea pieselor, repararea sau inlocuirea celor uzate, reasamblarea, reglarea si incercarea lor.
Spalarea se face la exterior cu solvent alcalin la 80 ……90°C ; se clateste cu apa si se usuca.
Piesele se supun apoi controlului cu lupa pentru aspect exterior, se masoara si se sorteaza pe grupe de dimensiuni.
Orice piesa fisurata, deformata, cu urme de coroziune sau uzura excesiva se rebuteaza.
Piesele de mare precizie (pistonul planjor cu cilindru, supapele de refulare,acul si corpul pulverizatorului) se repara prin trei metode : sortare si reimperechere, in trepte de reparatie si prin acoperire (chimica sau electrolitica).
- Metoda sortarii si reimperecherii se executa prin reimperecherea directa a pieselor conjugate sau prin : rectificare pentru refacerea formei geometrice inlaturand uzura, sortarea pieselor pe grupe dimensionale, reimperecherea si rodarea pieselor asamblate pentru refacerea jocurilor de montaj.
- Metoda treptelor de reparatie se face inlocuind una din piesele conjugate ; la elementul de injectie se inlocuieste de obicei cilindrul care poate fi mai usor rectificat sau executat.
- Metoda acoperirii consta in cromarea electrilitica sau nichelare chimica, rectificare, imperechere sau executat.
Piesele conjugate se rodeaza pe masini speciale si se
verifica vizual pentru a prezenta suprafetele lucoase fara rizuri si
pri prope de etansare.
Dupa repararea pompei de injectie si injectoarele se supun reglarii ; injectoarele se verifica si se regleaza pe dispozitivul amintit la paragraful intretinerii.(fig 630)
Pompele de injectie se supun verificarii si reglarii pe standul special de centicubare(fig 630), urmarind parametrii :
Dupa repararea pompei de injectie si injectoarele se supun reglarii ; injectoarele se verifica si se regleaza pe dispozitivul amintit la paragraful intretinerii.(fig 630)
Pompele de injectie se supun verificarii si reglarii pe standul special de centicubare(fig 630), urmarind parametrii :
- inceputul injectiei la toate racordurile de pompare ;
- egalitatea debitelor la toate injectoarele;
- debit maxim de combustibil (pompa rotativa CAV).
Pentru aceasta, pompa se monteaza pe suportul
standului 1 (diferit pentru pompa rotativa), se cupleaza la sistemul de
antrenare cu motor electric 2 (care permite variatia turatiei,
controlata cu turometru 3), se racordeaza la conductele de alimentare
cu combustibil si de inalta presiune 4 pentru debitare spre
injectoarele standului 5, care vor pulveriza motorina in eprubetele
gradate 6. Verificarea inceputului injectiei se face prin antrenarea
pompei manual, urmarindu-se momentul in care incepe debitarea la
fiecare element in parte si citindu-se pe scara gradata unghiul de
rotire al arborelui cu came al pompei de injectie. Valoarea unghiului
trebuie sa fie de 60° pentru pompele cu sase elementi, sau 90° pentru
patru elementi, respectiv 45° pentru opt elementi.
Daca combustibilul se injecteaza mai repede, ubghiul corespunzator este prea mic si se micsoreaza cursa tachetului, iar daca se injecteaza prea tarziu , unghiul este prea mare si se mareste cursa tachetului.
Verificarea egalitatii debitului pentru toate injectoarele se face prin pozitionarea cremalierei pompei de injectie la debit maxim ; pentru aceasta, se antreneaza cu sistemul de transmisie, si anumarului de pulsatii (specifice fiecarui tip de pompa), urmarind ca debitul sa fie egal in toate eprubetele standului.
Daca combustibilul se injecteaza mai repede, ubghiul corespunzator este prea mic si se micsoreaza cursa tachetului, iar daca se injecteaza prea tarziu , unghiul este prea mare si se mareste cursa tachetului.
Verificarea egalitatii debitului pentru toate injectoarele se face prin pozitionarea cremalierei pompei de injectie la debit maxim ; pentru aceasta, se antreneaza cu sistemul de transmisie, si anumarului de pulsatii (specifice fiecarui tip de pompa), urmarind ca debitul sa fie egal in toate eprubetele standului.

Fig. 10. Stand pentru centicubat pompe de injectie: 1 – suport
fixare pompa; 2 – sistem antrenare; 3 – turometru; 4 – conducte inalta
presiune; 5 – injectoarele standului; 6 – eprubete gradate; 7 –
manometru.
In cazul existentei diferentelor de elementi, se
golesc eprubetele, se regleaza prin tatonare, slabind colierul si
rotind pistonasul de la elementul in cauza. Se repeta proba pana se
obtine elementul indicat.
De asemenea, se verifica momentul intreruperii debitarii de combustibil si a debitului minim, la turatii bine determinate, in functie de reglajele si actonarea regulatorului de turatie.
La pompa rotativa, se verifica si debitul maxim la diverse turatii, indicate de uzina constructoare, precum si dispozitivul de avans automat si presiunea pompei de transfer.
Dupa centicubare, pompa de injectie se caleaza pe motor, respectand unghiul de avans la motoare.
Calarea pompei de injectie se face astfel :
De asemenea, se verifica momentul intreruperii debitarii de combustibil si a debitului minim, la turatii bine determinate, in functie de reglajele si actonarea regulatorului de turatie.
La pompa rotativa, se verifica si debitul maxim la diverse turatii, indicate de uzina constructoare, precum si dispozitivul de avans automat si presiunea pompei de transfer.
Dupa centicubare, pompa de injectie se caleaza pe motor, respectand unghiul de avans la motoare.
Calarea pompei de injectie se face astfel :
- se aduce pistonul nr. 1 al motorului aproape de PMI – pe compresie (respectand partea din cursa ce reprezinta avansul de injectie ; de exemplu unghiul de avans la motorul D 2156 HMN 8 este de 26 ± 1°RAC, ceea ce corespunde dimensiunii de 22 mm din cursa pistonului) ;
- se roteste arborele pompei de injectie, pana incepe sa debiteze motorina elementul nr.1 ;
- se monteaza pompa (centicubata pe stand) asambland suruburile de fixare ale flansei ei pe capacul anterior al motorului, cupland pinionul de antrenare de la comanda distributiei ;
- se racordeaza conductele de inalte presiune si de alimentare cu motorina ;
- se porneste motorul, urmarind daca functionarea este stabila la diferite turatii ; la nevoie se mareste avnsul (invers sensului de rotatie) sau se reduce avansul prin slabirea suruburilor de fixare si rotirea partiala a pompei, dupa care se fixeaza din nou; de remarcat faptul ca acest avans trebuie sa fie in limite mai mari, se schimba pozitia pistonului de antrenare (un dinte reprezinta trei garade avans) ;
- dupa reglarea ralantiului si functionarea corecta a mototului, se fixea capacul pompei;
- urmeaza o proba de parcurs de 1-2 km, dupa care totul corespunde, automobilul se da in exploatare.
La pompa rotativa, calarea este asemanatoare, tinand
cont de caracteristicile si unghiul de avans recomandate de marca
automobilului.
Normele de tehnica a securitatii muncii cer ca in atelierele de reparare a instalatiei de alimantare sa se asigure o ventilare permanenta a gazelor, iar la reglarea injectoarelor sa se evite contactul cu jetul de motorina sub presiune.
Dupa lucru, muncitorii se vor spala bine si vor folosi vaselina speciala de protectie aepidermei de pe maini.
Nu se vor consuma alimente, decat dupa o spalare riguroasa.
Normele PSI recomanda ca manipularea carburantilor si lubrifiantilor sa se faca in vase inchise, ferite de flacara, asigurandu-se o buna etansare a tuturor instalatiilor.
Normele de tehnica a securitatii muncii cer ca in atelierele de reparare a instalatiei de alimantare sa se asigure o ventilare permanenta a gazelor, iar la reglarea injectoarelor sa se evite contactul cu jetul de motorina sub presiune.
Dupa lucru, muncitorii se vor spala bine si vor folosi vaselina speciala de protectie aepidermei de pe maini.
Nu se vor consuma alimente, decat dupa o spalare riguroasa.
Normele PSI recomanda ca manipularea carburantilor si lubrifiantilor sa se faca in vase inchise, ferite de flacara, asigurandu-se o buna etansare a tuturor instalatiilor.
vineri, 20 ianuarie 2012
Instalatia de racire
Instalatia de racire : Racirea, Circuit de racire, Circuit mic, Circuit mare, Termostat, Pompa de apa, Principiu pompa de apa
joi, 12 ianuarie 2012
Strungurile
Maşina
– unealtă este acea maşină de lucru echipată cu scule necesară efectuării unor
operaţii tehnologice de obţinere a unor piese , din material metalice sau
nemetalice. Maşinile-unelte pentru prelucrarea prin aşchiere constituie cea mai
răspândită grupă de maşini-unelte. Denumirea unor astfel de maşini derivă din
denumirea operaţiilor tehnologice pe
care le execută;în cazul de faţă , termenul strunjire provine de la cuvântul strung. Deşi foarte doferite , maşinile-unelte destinate
prelucrării prin aşchiere au totuşi multe elemente commune , la care se adaugă
elemente specific fiecărei maşini în parte.
Principalele condiţii impuse unei
maşini-unelte sunt :
- să realizeze mişcări relative dintre scule şi piese conform schemei de principiu a prelucrării respective,
- să permita reglarea parametrilor regimului de aşchiere , astfel încât să se adapteze oricărui caz concret de prelucrare a unei piese,
- să dezvolte o putere suficientă pentru învingerea rezistenţei la aşchiere a materialului prelucrat li a frecărilor care apar în timpul funcţionării,
- să fie suficient de rigidă , pentru a asigura precizia prelucrării,
- să aibă o durată de viaţă cât mai mare şi o fiabilitate cât mai bună.

Mecanismul motor
Mecanismul motor








Prezentare functionare motor, Functionare cilindru, Analiza functionarii, Detaliu supape
I. MECANISMUL MOTOR
I.1. DESTINAŢIE ŞI PĂRŢI COMPONENTE
Mecanismul motor (numit şi mecanismul bielă-manivelă sau mecanismul manivelă piston), transformă mişcarea de translaţie a pistonului, obţinută prin arderea amestecului carburant. în mişcare de rotaţie continuă a arborelui cotit.
Părţile componente ale mecanismului motor sunt:
- organele fixe (fig. 1): blocul motor 1, chiulasa 2, cilindrii 7, colectorul de admisie şi colectorul de evacuare, semicuzineţii lagărului palier 7 (fig. 2);
- organele mobile (fig. 2): pistonul 1. segmenţii 2. bolţul pistonului 3, biela 4, semicuzineţii lagărului de bielă 5, arborele cotit 6. volantul 8 şi amortizorul oscilaţiilor 9.
I.1. DESTINAŢIE ŞI PĂRŢI COMPONENTE
Mecanismul motor (numit şi mecanismul bielă-manivelă sau mecanismul manivelă piston), transformă mişcarea de translaţie a pistonului, obţinută prin arderea amestecului carburant. în mişcare de rotaţie continuă a arborelui cotit.
Părţile componente ale mecanismului motor sunt:
- organele fixe (fig. 1): blocul motor 1, chiulasa 2, cilindrii 7, colectorul de admisie şi colectorul de evacuare, semicuzineţii lagărului palier 7 (fig. 2);
- organele mobile (fig. 2): pistonul 1. segmenţii 2. bolţul pistonului 3, biela 4, semicuzineţii lagărului de bielă 5, arborele cotit 6. volantul 8 şi amortizorul oscilaţiilor 9.

Fig.1. Organele fixe ale mecanismului motor:
a - motorul SAVIEM 797-05; b
- motorul autoturismului Dacia 1300; c - motorul autoturismului Trabant
(răcire cu aer); 1 - bloc motor;
2 - chiulasă; 3 - garnitură de chiulasă; 4 - capac chiulasă; 5 - garnitură pentru capacul chiulasei;
6 - buşon pentru alimentarea motorului cu ulei; 7 - cilindru; 8 - capac distribuţie; 9 - simering etanşare; 10 - capac lagăr palier cu semicuzineţi; 11 - prezoane pentru asamblarea chiulasei pe blocul motor; 12 - carter volant; 13 - baie ulei; 14 - garnituri baie ulei; 15 - garnituri semiinelare baie ulei; 16 - suport fixare motor; 17 - buşon golire ulei; 18 - inele etanşare (carton special); 19 - semicarter inferior; 20 - fereastră evacuare; 21 - fereastră baleiaj (admisie cilindru); 22 - canal baleiaj;
23 - fereastră admisie carter.
2 - chiulasă; 3 - garnitură de chiulasă; 4 - capac chiulasă; 5 - garnitură pentru capacul chiulasei;
6 - buşon pentru alimentarea motorului cu ulei; 7 - cilindru; 8 - capac distribuţie; 9 - simering etanşare; 10 - capac lagăr palier cu semicuzineţi; 11 - prezoane pentru asamblarea chiulasei pe blocul motor; 12 - carter volant; 13 - baie ulei; 14 - garnituri baie ulei; 15 - garnituri semiinelare baie ulei; 16 - suport fixare motor; 17 - buşon golire ulei; 18 - inele etanşare (carton special); 19 - semicarter inferior; 20 - fereastră evacuare; 21 - fereastră baleiaj (admisie cilindru); 22 - canal baleiaj;
23 - fereastră admisie carter.


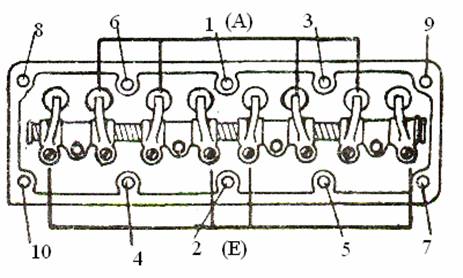{kind=link}
Fig.2. Organele mobile ale mecanismului motor: a- motor
SAVIEM 797-05; b- motorul transversal pentru autoturism: 1- piston; 2- segmenti;
3- boltul pistonului; 4- biela; 5- semicuzinet lagar de biela; 6- arbore cotit;
7- semicuzineti lagar palier; 8- volant; 9- amortizor oscilatii;
10- segment ungere; 11- siguranta bolt(seger); 12- bucsa biela; 13- inele reglaj joc axial arbore cotit; 14- bulon capac biela; 15- pana fixare pinion pe arborele cotit; 16- pinion distributie;
17- fulie; 18- bucsa pentru sprijin arbore ambreiaj; 19- coroana volant.
10- segment ungere; 11- siguranta bolt(seger); 12- bucsa biela; 13- inele reglaj joc axial arbore cotit; 14- bulon capac biela; 15- pana fixare pinion pe arborele cotit; 16- pinion distributie;
17- fulie; 18- bucsa pentru sprijin arbore ambreiaj; 19- coroana volant.
I.2. ORGANELE FIXE ALE MECANISMULUI MOTOR
I.2.A. Blocul motor (fig. 3) constituie scheletul motorului, fiind prevăzut cu braţe sau locaşuri pentru suport de fixare pe cadrul automobilului. Constructiv este format din blocul cilindrilor (în partea superioară) şi carterul (în partea inferioară); poate fi sub forma unei piese compacte (autocamioanele Roman, Iveco, Mercedes, Volvo sau autoturismele Dacia, Fiat, Skoda, Peugeot, Volkswagen, Ford, Toyota) chiar dacă la unele dintre ele motorul este plasat transversal faţă de axa longitudinală a automobilului sau demontabil, cum ar fi la motorul M 0 36 OLTCIT Club, sau Trabant 601 (v. fig. 1, c). Se obţine prin turnare din fontă cenuşie când cilindrii sunt demontabili (amovibili) sub formă de cămăşi de cilindru (motoarele D 797-05 autocamion Roman. Dacia 1310). sau din fontă aliată pentru motoarele cu cilindrii turnaţi cu blocul (Fiat, Lada). La unele autoturisme blocul motor poate fi turnat din aliaj de aluminiu (Skoda). La autoturismul OLTC1T, cilindrii sunt turnaţi din fontă aliată cu aripioare exterioare pentru majorarea suprafeţei de răcire cu aerul, iar carterul este turnat din aliaj de aluminiu sub presiune.
După turnare, blocul motor se prelucrează în interior şi exterior pentru asamblarea diverselor
componente ale motorului.
Blocul motor 6 (fig. 3) este prevăzut cu: locaşurile interioare ale cilindrilor 1, cu pereţi verticali despărţitori, ale lagărelor paliere pentru arborele cotit 2 (formate din două părţi - jumătate solidară cu blocul şi cealaltă sub formă de capac asamblat cu şuruburi); lagărele pot fi cu semicuzineţi sau rulmenţi (Trabant, Wartburg la care capacele nu mai sunt separate, ci solidare cu carterul inferior). Numărul lagărelor paliere este determinat în general de numărul cilindrilor după formula n + 1 (şapte lagăre pentru motorul D 797-05, cinci pentru Dacia 1310). plasate în partea inferioară a pereţilor despărţitori ai cilindrilor, pentru rigidizarea blocului; sunt şi excepţii unde numărul acestora poate fi
n - 1 (trei lagăre paliere cu semicuzineţi la OLTCIT Club, sau trei lagăre cu rulmenţi la Wartburg). Locaşurile 3 sunt destinate pentru lagărele arborelui cu came (sub formă de bucşe presate).
I.2.A. Blocul motor (fig. 3) constituie scheletul motorului, fiind prevăzut cu braţe sau locaşuri pentru suport de fixare pe cadrul automobilului. Constructiv este format din blocul cilindrilor (în partea superioară) şi carterul (în partea inferioară); poate fi sub forma unei piese compacte (autocamioanele Roman, Iveco, Mercedes, Volvo sau autoturismele Dacia, Fiat, Skoda, Peugeot, Volkswagen, Ford, Toyota) chiar dacă la unele dintre ele motorul este plasat transversal faţă de axa longitudinală a automobilului sau demontabil, cum ar fi la motorul M 0 36 OLTCIT Club, sau Trabant 601 (v. fig. 1, c). Se obţine prin turnare din fontă cenuşie când cilindrii sunt demontabili (amovibili) sub formă de cămăşi de cilindru (motoarele D 797-05 autocamion Roman. Dacia 1310). sau din fontă aliată pentru motoarele cu cilindrii turnaţi cu blocul (Fiat, Lada). La unele autoturisme blocul motor poate fi turnat din aliaj de aluminiu (Skoda). La autoturismul OLTC1T, cilindrii sunt turnaţi din fontă aliată cu aripioare exterioare pentru majorarea suprafeţei de răcire cu aerul, iar carterul este turnat din aliaj de aluminiu sub presiune.
După turnare, blocul motor se prelucrează în interior şi exterior pentru asamblarea diverselor
componente ale motorului.
Blocul motor 6 (fig. 3) este prevăzut cu: locaşurile interioare ale cilindrilor 1, cu pereţi verticali despărţitori, ale lagărelor paliere pentru arborele cotit 2 (formate din două părţi - jumătate solidară cu blocul şi cealaltă sub formă de capac asamblat cu şuruburi); lagărele pot fi cu semicuzineţi sau rulmenţi (Trabant, Wartburg la care capacele nu mai sunt separate, ci solidare cu carterul inferior). Numărul lagărelor paliere este determinat în general de numărul cilindrilor după formula n + 1 (şapte lagăre pentru motorul D 797-05, cinci pentru Dacia 1310). plasate în partea inferioară a pereţilor despărţitori ai cilindrilor, pentru rigidizarea blocului; sunt şi excepţii unde numărul acestora poate fi
n - 1 (trei lagăre paliere cu semicuzineţi la OLTCIT Club, sau trei lagăre cu rulmenţi la Wartburg). Locaşurile 3 sunt destinate pentru lagărele arborelui cu came (sub formă de bucşe presate).

Fig.3. Blocul motor: 1 – locasurile interioare ale cilindrilor; 2
– lagarele paliere pentru arborele cotit; 3 – locasuri; 4 – canale pentru ulei;
5 – canale pentru lichidul de racire; 6 – carter; 7 – suprafata planap; 8 –
capac; 9 – prezon; 10 – aripi laterale; 11 – locasuri pentru tacheti; 12 –
capacul lagarului palier.
De remarcat că locaşurile lagărelor paliere ale arborelui cotit şi cele ale
arborelui cu came se realizează simultan în carter pentru a asigura
coaxialitatea lor.
Canalele 4 sunt destinate circulaţiei uleiului, iar canalele 5 pentru circulaţia lichidului de răcire; de asemenea sunt prevăzute locaşurile 11 pentru tacheţi, iar în partea anterioară carterul 6 prin capacul 8 (v. fig. 1), închide angrenajul distribuţiei; aripile laterale 10, sunt destinate pentru fixarea blocului pe cadrul automobilului; la Dacia sunt suporturile laterale demontabile, din tablă, pentru montarea motorului pe caroserie; în toate cazurile fixarea se face prin intermediul unor suporţi elastici de cauciuc.
Partea posterioară a blocului este prelucrată plan încât să permită montarea prin şuruburi a carterului volantului.
Partea inferioară a blocului este de asemenea prelucrată plan, pentru asamblarea cu şuruburi a băii de ulei 13 (v. fig. 1. b)etanşată de garnitură.
Prelucrarea plană a suprafeţei superioare 7 a blocului, asigură montarea cu şuruburi sau prezoane a chiulasei 2, prin intermediul garniturii de etanşare 3 (v. fig. 1).
In interiorul blocului sunt amenajate din turnare şi apoi uzinate alte locaşuri speciale pentru asamblarea diverselor subansambluri sau piese ruptor-distribuitor la MAS, filtru de ulei, pompa de ulei şi chiar pompa de injecţie la unele motoare.
Blocul motor este de o mare diversitate constructivă, având forma adaptată după poziţia cilindrilor faţă de axa longitudinală, astfel: în linie (motor lung inclusiv pentru cel transversal); în V (motor concentrat); cu cilindrii orizontali, opuşi (boxer); sau înclinat de obicei la 30-40° (autoturismul Skoda, autocamionul ROMAN cu motor D 2156 HMN 8).
Grosimea pereţilor blocului variază în funcţie de solicitarea dinamică respectivă (la MAC este mai mare ca la motoarele MAS). Pentru rigidizare sunt realizate din turnare nervuri interioare.
O construcţie aparte o are autoturismul Wartburg, cu bloc-carterul din două părţi: blocul cilindrilor turnat din fontă aliată, prevăzut cu diverse fante (de admisia amestecului carburant în carterul inferior, de evacuare şi două perechi pentru baleiaj), precum şi canale pentru circulaţia lichidului de răcire; carterul inferior turnat din fontă este asamblat prin şuruburi de blocul motor; etanşarea suprafeţelor între bloc şi carterul inferior, sau cu chiulasa, realizându-se cu soluţie specială.
Fantele de admisie din carter, ale celor trei cilindri ai motorului Wartburg, corespund unui singur canal comun, orizontal unde se fixează colectorul de admisie cu carburatorul respectiv.
De asemenea, fantele de evacuarea gazelor arse, sunt racordate la un singur canal orizontal, pe care se fixează colectorul de evacuare.
La autoturismele Trabant (v. fig. 1, c) blocul motor este din trei bucăţi: doi cilindri ai motorului, din fontă aliată încorporaţi în cămăşi turnate, din aliaj de aluminiu cu aripioare exterioare, pentru a mări suprafaţa de contact cu aerul de răcire; carterul inferior, din două părţi comune pentru ambii cilindri, turnat din aliaj de aluminiu cu plan de separaţie orizontal a celor două părţi; jumătatea superioară are prevăzută fanta comună, de admisia amestecului carburant în carter pe care este montat carburatorul. Asamblarea celor două jumătăţi ale carterului precum şi cele ale cilindrului se face cu şuruburi, etanşarea realizându-se cu soluţie specială.
La autoturismul OLTCIT Clubblocul motor are o construcţie specială; cei patru cilindri ai motorului, din fontă aliată, prevăzuţi cu aripioare exterioare pentru majorarea suprafeţei de contact cu aerul de răcire, separaţi între ei, sunt montaţi orizontal pe carterul comun , turnat din aliaj de aluminiu sub presiune; acesta are planul de separaţie vertical ,iar etanşarea celor două semicartere, care includ şi baia de ulei, se face cu o soluţie specială. Carterul este prevăzut cu aripi de fixare a motorului prin intermediul a trei suporturi elastice (pe traversa motorului şi caroseriei).
Pentru lagărele paliere ale arborelui cotit blocul motor are trei locaşuri.
In partea posterioară, suprafaţa este prelucrată plan, pentru asamblarea carterului cutiei de viteze.
Pe suprafaţa anterioară se fixează carterul angrenajului de distribuţie acoperit cu capacul de protecţie a curelelor dinţate ce antrenează pinioanele respective.
O soluţie aparte o constituie şi blocul motorului D 2156 HMU 8 pentru autobuzele DAC. Acesta are o construcţie asemănătoare cu a motorului autocamionului ROMAN (L) 2156 HMN 8), fiind montat sub podea, orizontal, având dispusă o altă asamblare a anexelor (pompă de injecţie, tubulatura de admisie şi evacuare, compresor de aer etc). In plus are baia de ulei plasată lateral, iar pentru captarea uleiului ce se scurge din circuit, este prevăzut cu două cuve speciale, în partea inferioară, de unde este recirculat în baie, de o pompă specială.
Pentru rigidizare, blocul motor este prevăzut cu nervuri: grosimea pereţilor este mai mare pentru motoarele Diesel şi mai mică pentru cele cu aprindere prin scânteie electrică.
I.2.B. Cilindrii. Cilindrul 7 (fig. 4) realizează spaţiul de lucru pentru desfăşurarea ciclului motor. în interiorul lui deplasându-se linear pistonul. Cilindrii pot fi turnaţi odată cu blocul motor (inamovibili - Lada şi Fiat. (fig. 4. a)sau demontabili (amovibili), ca la majoritatea motoarelor moderne, sub formă de cămăşi de cilindru 3 (fig. 4. b):se obţin prin turnare, din fontă aliată prelucraţi fin la interior (oglinda cilindrului), iar cei amovibili au prevăzuţi la exterior canale destinate inelelor din cauciuc pentru etanşarea cămăşilor de răcire cu apă.
Canalele 4 sunt destinate circulaţiei uleiului, iar canalele 5 pentru circulaţia lichidului de răcire; de asemenea sunt prevăzute locaşurile 11 pentru tacheţi, iar în partea anterioară carterul 6 prin capacul 8 (v. fig. 1), închide angrenajul distribuţiei; aripile laterale 10, sunt destinate pentru fixarea blocului pe cadrul automobilului; la Dacia sunt suporturile laterale demontabile, din tablă, pentru montarea motorului pe caroserie; în toate cazurile fixarea se face prin intermediul unor suporţi elastici de cauciuc.
Partea posterioară a blocului este prelucrată plan încât să permită montarea prin şuruburi a carterului volantului.
Partea inferioară a blocului este de asemenea prelucrată plan, pentru asamblarea cu şuruburi a băii de ulei 13 (v. fig. 1. b)etanşată de garnitură.
Prelucrarea plană a suprafeţei superioare 7 a blocului, asigură montarea cu şuruburi sau prezoane a chiulasei 2, prin intermediul garniturii de etanşare 3 (v. fig. 1).
In interiorul blocului sunt amenajate din turnare şi apoi uzinate alte locaşuri speciale pentru asamblarea diverselor subansambluri sau piese ruptor-distribuitor la MAS, filtru de ulei, pompa de ulei şi chiar pompa de injecţie la unele motoare.
Blocul motor este de o mare diversitate constructivă, având forma adaptată după poziţia cilindrilor faţă de axa longitudinală, astfel: în linie (motor lung inclusiv pentru cel transversal); în V (motor concentrat); cu cilindrii orizontali, opuşi (boxer); sau înclinat de obicei la 30-40° (autoturismul Skoda, autocamionul ROMAN cu motor D 2156 HMN 8).
Grosimea pereţilor blocului variază în funcţie de solicitarea dinamică respectivă (la MAC este mai mare ca la motoarele MAS). Pentru rigidizare sunt realizate din turnare nervuri interioare.
O construcţie aparte o are autoturismul Wartburg, cu bloc-carterul din două părţi: blocul cilindrilor turnat din fontă aliată, prevăzut cu diverse fante (de admisia amestecului carburant în carterul inferior, de evacuare şi două perechi pentru baleiaj), precum şi canale pentru circulaţia lichidului de răcire; carterul inferior turnat din fontă este asamblat prin şuruburi de blocul motor; etanşarea suprafeţelor între bloc şi carterul inferior, sau cu chiulasa, realizându-se cu soluţie specială.
Fantele de admisie din carter, ale celor trei cilindri ai motorului Wartburg, corespund unui singur canal comun, orizontal unde se fixează colectorul de admisie cu carburatorul respectiv.
De asemenea, fantele de evacuarea gazelor arse, sunt racordate la un singur canal orizontal, pe care se fixează colectorul de evacuare.
La autoturismele Trabant (v. fig. 1, c) blocul motor este din trei bucăţi: doi cilindri ai motorului, din fontă aliată încorporaţi în cămăşi turnate, din aliaj de aluminiu cu aripioare exterioare, pentru a mări suprafaţa de contact cu aerul de răcire; carterul inferior, din două părţi comune pentru ambii cilindri, turnat din aliaj de aluminiu cu plan de separaţie orizontal a celor două părţi; jumătatea superioară are prevăzută fanta comună, de admisia amestecului carburant în carter pe care este montat carburatorul. Asamblarea celor două jumătăţi ale carterului precum şi cele ale cilindrului se face cu şuruburi, etanşarea realizându-se cu soluţie specială.
La autoturismul OLTCIT Clubblocul motor are o construcţie specială; cei patru cilindri ai motorului, din fontă aliată, prevăzuţi cu aripioare exterioare pentru majorarea suprafeţei de contact cu aerul de răcire, separaţi între ei, sunt montaţi orizontal pe carterul comun , turnat din aliaj de aluminiu sub presiune; acesta are planul de separaţie vertical ,iar etanşarea celor două semicartere, care includ şi baia de ulei, se face cu o soluţie specială. Carterul este prevăzut cu aripi de fixare a motorului prin intermediul a trei suporturi elastice (pe traversa motorului şi caroseriei).
Pentru lagărele paliere ale arborelui cotit blocul motor are trei locaşuri.
In partea posterioară, suprafaţa este prelucrată plan, pentru asamblarea carterului cutiei de viteze.
Pe suprafaţa anterioară se fixează carterul angrenajului de distribuţie acoperit cu capacul de protecţie a curelelor dinţate ce antrenează pinioanele respective.
O soluţie aparte o constituie şi blocul motorului D 2156 HMU 8 pentru autobuzele DAC. Acesta are o construcţie asemănătoare cu a motorului autocamionului ROMAN (L) 2156 HMN 8), fiind montat sub podea, orizontal, având dispusă o altă asamblare a anexelor (pompă de injecţie, tubulatura de admisie şi evacuare, compresor de aer etc). In plus are baia de ulei plasată lateral, iar pentru captarea uleiului ce se scurge din circuit, este prevăzut cu două cuve speciale, în partea inferioară, de unde este recirculat în baie, de o pompă specială.
Pentru rigidizare, blocul motor este prevăzut cu nervuri: grosimea pereţilor este mai mare pentru motoarele Diesel şi mai mică pentru cele cu aprindere prin scânteie electrică.
I.2.B. Cilindrii. Cilindrul 7 (fig. 4) realizează spaţiul de lucru pentru desfăşurarea ciclului motor. în interiorul lui deplasându-se linear pistonul. Cilindrii pot fi turnaţi odată cu blocul motor (inamovibili - Lada şi Fiat. (fig. 4. a)sau demontabili (amovibili), ca la majoritatea motoarelor moderne, sub formă de cămăşi de cilindru 3 (fig. 4. b):se obţin prin turnare, din fontă aliată prelucraţi fin la interior (oglinda cilindrului), iar cei amovibili au prevăzuţi la exterior canale destinate inelelor din cauciuc pentru etanşarea cămăşilor de răcire cu apă.

Fig.4. Tipuri de cilindri pentru motoarele de
automobile: a- cilindri inamovibili (turnati direct in bloc); b- camasa de
cilindru amvobila (umeda);
c- camasa de cilindru uscata; d- cilindru cu aripioare, pentru motor racit cu aer (in doi timpi): 1- bloc motor; 2- camera de racire (apa); 3- camasa de cilindru; 4- inele de cauciuc; 5- guler de sprijin; 6- aripioare de racire; 7- partea activa a cilindrului; 8- fanta baleiaj; 9- canal baleiaj; 10 fanta evacuare; 11- prezoane fixare chiulasa; 12- bloc cilindru
c- camasa de cilindru uscata; d- cilindru cu aripioare, pentru motor racit cu aer (in doi timpi): 1- bloc motor; 2- camera de racire (apa); 3- camasa de cilindru; 4- inele de cauciuc; 5- guler de sprijin; 6- aripioare de racire; 7- partea activa a cilindrului; 8- fanta baleiaj; 9- canal baleiaj; 10 fanta evacuare; 11- prezoane fixare chiulasa; 12- bloc cilindru
Alte tipuri asigură etanfama prin inele de carton 18
(v. fig.1.
b)care au şi rol de realizare a supraînălţării cămăşii faţă de
suprafaţa superioară a blocului motor.
Motoarele răcite cu aer au prevăzute aripioare pentru mărirea suprafeţei de contact cu aerul de răcire (Trabant v. fig.4. d).
O remarcă pentru OLTCIT Special, care are doi cilindrii orizontali, opuşi (boxer), turnaţi din aliaj de aluminiu sub presiune, prevăzuţi la exterior cu aripi pentru a se mări suprafaţa de contact cu aerul de răcire. Pe suprafaţa interioară este depus electrolitic un strat de aliaj de nichel-crom-cobalt-siliciu, după procedeul NIKASIL, cu grosimea de cca 0.1 mm, pentru a mări rezistenţa la uzură, şi a micşora jocul dintre piston-cilindru, respectiv pentru creşterea fiabilităţii.
Cilindrii nedemontabili sunt de tip umed, iar cămăşile demontabile pot fi uscate (motorul D 2156 HMN 8) sau umede (în contact direct cu apa de răcire), ca la cea mai mare parte a motoarelor (D 797-05. ARO L-25. Dacia 1310. Mercedes).
La motoarele în doi timpi (fig. 4. d), cilindrii au prevăzute fante laterale 8 şi 10 (ferestre de baleiaj), pentru admisia amestecului carburant sau aerului şi fereastra pentru evacuarea gazelor arse.
Cămăşile de cilindri amovibile se montează în bloc prin presare, având suprafeţe de ghidare în acest scop. Denivelarea gulerului faţă de suprafaţa superioară a blocului motor este asigurată prin garnituri (Dacia 1300) sau prin ghidarea etanşă pe scaunele respective; această denivelare poate fi deasupra blocului (I) 797-05, Dacia 1300. ARO L-25). sau sub planul de asamblare a blocului cu chiulasa (D-2156 HMN 8), asigurând o bună etanşare la strângerea chiulasei. Numerotarea cilindrilor se face, în general, începând de la volant. Foarte important este respectarea ovalităţii şi conicităţii alezajului cilindrilor, după prelucrarea finală (honuire).
Numărul cilindrilor este par (şase în linie pentru motoarele D 797-05. D 2156 HMN 8, opt în V pentru SR 211, pentru motoarele Diesel de pe autocamioanele DAC: 1240 V8DT de 320 şi 360 CP. D 2156 MTN 8R (6 în V) turbo: patru în linie pentru autoturismele Dacia, Skoda, Fiat, Lada, Toyota, doi cilindri orizontali opuşi - autoturismul Citroen), dar poate fi şi impar (Wartburg trei cilindri, Audi 200 Turbo - cinci cilindri).
Chiulasa (fig. 5) acoperă cilindrul, realizând împreună cu pistonul spaţiul de lucru închis al fluidului motor. Se confecţionează prin turnarea din fontă aliată (D 797-05. D 2156 HMN 8. ARO) sau din aliaje de aluminiu (Dacia 1300, Skoda. Fiat) şi poate fi comună pentru toţi cilindrii (cele mai folosite) sau grupate pentru mai mulţi cilindri. Motorul D2156 HMN8 are două chiulase (câte una pentru trei cilindri). Chiulasa este prevăzută în partea inferioară cu cavităţile 7, care formează împreună cu pistoanele la PMI camerele de ardere. Forma lor este diferită după tipul motorului.
Unele motoare au camera de ardere plasată parţial în chiulasa şi parţial în piston, iar altele numai în capul pistonului sau în chiulasa de forme arhitectonice diverse; în partea anterioară, chiulasa are o cavitate 2, pentru termostat, iar în partea posterioară 3 sau laterală, pentru traductorul termometrului de apă; orificiile pentru apă ale chiulasei coincid cu cele din bloc, în vederea asigurării circulaţiei lichidului de răcire din blocul motor în chiulasa. Este prelucrată în partea inferioară 4, perfect plan pentru etanşare la asamblarea cu blocul cilindrilor, etanşare asigurată şi de garnitura de chiulasa. Montarea chiulasei se face prin buloane sau prezoane 5, care se strâng într-o anumită ordine, începând de la centru spre exterior. Partea superioară este prelucrată şi prevăzută cu orificii filetate 6, pentru asamblarea suporţilor axei culbutorilor, care vor fi protejaţi de un capac din tablă sau turnat din aliaj de aluminiu, etanşat faţă de chiulasa printr-o garnitură; de obicei, capacul culbutorilor este prevăzut cu un orificiu cu buşon pentru alimentarea cu ulei a motorului. Lateral, chiulasa se prelucrează şi permite montarea colectorului de admisie 7 şi evacuare 8, etanşe prin intermediul unor garnituri termoplastice.
Chiulasa are de asemenea o serie de locaşuri cum sunt cele pentru ghidurile supapelor 9: acestea sunt executate din fontă, asamblate prin presare.
La MAC, chiulasa are orificii pentru plasarea injectoarelor 10 iar la unele motoare, orificii filetate pentru bujiile incandescente (ARO. D 127 şi L 27. Mercedes). La MAS are orificii filetate pentru bujii. La motoarele cu injecţie de benzină, chiulasa este prevăzută cu orificii speciale pentru injectoarele respective.
Chiulasa motoarelor în patru timpi, cu supape în cap, au în partea inferioară locaşurile scaunelor de supapă 12, inamovibile la cele din fontă, sau amovibile sub forma unor inele din fontă sau oţel, montate prin fretare. Scaunele sunt prelucrate pe o adincime de 1,2-1,4 mm, la 45°, pentru asigurarea suprafeţei de etanşare cu contrascaunele supapelor, la asamblarea lor. Numărul scaunelor de supapă este în general câte două pentru fiecare cilindru (unul pentru admisie cu diametrul mai mare şi unul pentru evacuare) dar poate fi şi mai mare la motoarele moderne (3-5 scaune).
La motoarele în doi timpi (fig. 5, b) lipsesc aceste locaşuri, pentru că procesele de umplere şi evacuare se produc prin fantele din cilindri.
Motoarele răcite cu aer au prevăzute aripioare pentru mărirea suprafeţei de contact cu aerul de răcire (Trabant v. fig.4. d).
O remarcă pentru OLTCIT Special, care are doi cilindrii orizontali, opuşi (boxer), turnaţi din aliaj de aluminiu sub presiune, prevăzuţi la exterior cu aripi pentru a se mări suprafaţa de contact cu aerul de răcire. Pe suprafaţa interioară este depus electrolitic un strat de aliaj de nichel-crom-cobalt-siliciu, după procedeul NIKASIL, cu grosimea de cca 0.1 mm, pentru a mări rezistenţa la uzură, şi a micşora jocul dintre piston-cilindru, respectiv pentru creşterea fiabilităţii.
Cilindrii nedemontabili sunt de tip umed, iar cămăşile demontabile pot fi uscate (motorul D 2156 HMN 8) sau umede (în contact direct cu apa de răcire), ca la cea mai mare parte a motoarelor (D 797-05. ARO L-25. Dacia 1310. Mercedes).
La motoarele în doi timpi (fig. 4. d), cilindrii au prevăzute fante laterale 8 şi 10 (ferestre de baleiaj), pentru admisia amestecului carburant sau aerului şi fereastra pentru evacuarea gazelor arse.
Cămăşile de cilindri amovibile se montează în bloc prin presare, având suprafeţe de ghidare în acest scop. Denivelarea gulerului faţă de suprafaţa superioară a blocului motor este asigurată prin garnituri (Dacia 1300) sau prin ghidarea etanşă pe scaunele respective; această denivelare poate fi deasupra blocului (I) 797-05, Dacia 1300. ARO L-25). sau sub planul de asamblare a blocului cu chiulasa (D-2156 HMN 8), asigurând o bună etanşare la strângerea chiulasei. Numerotarea cilindrilor se face, în general, începând de la volant. Foarte important este respectarea ovalităţii şi conicităţii alezajului cilindrilor, după prelucrarea finală (honuire).
Numărul cilindrilor este par (şase în linie pentru motoarele D 797-05. D 2156 HMN 8, opt în V pentru SR 211, pentru motoarele Diesel de pe autocamioanele DAC: 1240 V8DT de 320 şi 360 CP. D 2156 MTN 8R (6 în V) turbo: patru în linie pentru autoturismele Dacia, Skoda, Fiat, Lada, Toyota, doi cilindri orizontali opuşi - autoturismul Citroen), dar poate fi şi impar (Wartburg trei cilindri, Audi 200 Turbo - cinci cilindri).
Chiulasa (fig. 5) acoperă cilindrul, realizând împreună cu pistonul spaţiul de lucru închis al fluidului motor. Se confecţionează prin turnarea din fontă aliată (D 797-05. D 2156 HMN 8. ARO) sau din aliaje de aluminiu (Dacia 1300, Skoda. Fiat) şi poate fi comună pentru toţi cilindrii (cele mai folosite) sau grupate pentru mai mulţi cilindri. Motorul D2156 HMN8 are două chiulase (câte una pentru trei cilindri). Chiulasa este prevăzută în partea inferioară cu cavităţile 7, care formează împreună cu pistoanele la PMI camerele de ardere. Forma lor este diferită după tipul motorului.
Unele motoare au camera de ardere plasată parţial în chiulasa şi parţial în piston, iar altele numai în capul pistonului sau în chiulasa de forme arhitectonice diverse; în partea anterioară, chiulasa are o cavitate 2, pentru termostat, iar în partea posterioară 3 sau laterală, pentru traductorul termometrului de apă; orificiile pentru apă ale chiulasei coincid cu cele din bloc, în vederea asigurării circulaţiei lichidului de răcire din blocul motor în chiulasa. Este prelucrată în partea inferioară 4, perfect plan pentru etanşare la asamblarea cu blocul cilindrilor, etanşare asigurată şi de garnitura de chiulasa. Montarea chiulasei se face prin buloane sau prezoane 5, care se strâng într-o anumită ordine, începând de la centru spre exterior. Partea superioară este prelucrată şi prevăzută cu orificii filetate 6, pentru asamblarea suporţilor axei culbutorilor, care vor fi protejaţi de un capac din tablă sau turnat din aliaj de aluminiu, etanşat faţă de chiulasa printr-o garnitură; de obicei, capacul culbutorilor este prevăzut cu un orificiu cu buşon pentru alimentarea cu ulei a motorului. Lateral, chiulasa se prelucrează şi permite montarea colectorului de admisie 7 şi evacuare 8, etanşe prin intermediul unor garnituri termoplastice.
Chiulasa are de asemenea o serie de locaşuri cum sunt cele pentru ghidurile supapelor 9: acestea sunt executate din fontă, asamblate prin presare.
La MAC, chiulasa are orificii pentru plasarea injectoarelor 10 iar la unele motoare, orificii filetate pentru bujiile incandescente (ARO. D 127 şi L 27. Mercedes). La MAS are orificii filetate pentru bujii. La motoarele cu injecţie de benzină, chiulasa este prevăzută cu orificii speciale pentru injectoarele respective.
Chiulasa motoarelor în patru timpi, cu supape în cap, au în partea inferioară locaşurile scaunelor de supapă 12, inamovibile la cele din fontă, sau amovibile sub forma unor inele din fontă sau oţel, montate prin fretare. Scaunele sunt prelucrate pe o adincime de 1,2-1,4 mm, la 45°, pentru asigurarea suprafeţei de etanşare cu contrascaunele supapelor, la asamblarea lor. Numărul scaunelor de supapă este în general câte două pentru fiecare cilindru (unul pentru admisie cu diametrul mai mare şi unul pentru evacuare) dar poate fi şi mai mare la motoarele moderne (3-5 scaune).
La motoarele în doi timpi (fig. 5, b) lipsesc aceste locaşuri, pentru că procesele de umplere şi evacuare se produc prin fantele din cilindri.

Fig. 5. Chiulasa: a- racire cu apa 9motor D2156-HMN8);
1- cavitati pentru camera de ardere; 2- cavitate pentru termostat; 3- cavitate
pentru traductorul termometrului de apa;
4- suprafata inferioara plana; 5- orificii pentru prezoane; 6- orificii filetate; 7- orificii pentru colectorul de admisie; 8- orificii pentru colectorul de evacuare; 9- ghid de supapa;
10- locas injector; 11- suprafete laterale; 12- scaun supapa; b- racire cu aer; 13- locas bujie; 14- aripioare racire cu aer.
4- suprafata inferioara plana; 5- orificii pentru prezoane; 6- orificii filetate; 7- orificii pentru colectorul de admisie; 8- orificii pentru colectorul de evacuare; 9- ghid de supapa;
10- locas injector; 11- suprafete laterale; 12- scaun supapa; b- racire cu aer; 13- locas bujie; 14- aripioare racire cu aer.
Motoarele răcite cu aer, au chiulasele prevăzute cu aripioare pentru a se
mări suprafaţa de contact cu aerul de răcire (fig.5.b). Unele chiulase
sunt individuale (Trabant), sau comune pentru câte doi cilindri (OLTCIT Club).
La acesta din urmă este prevăzut şi cu locaşurile speciale pentru lagărele
arborelui cu came.
Garnitura de chiulasa asigură etanşeitatea între blocul cilindrului şi chiulasa pentru evitarea scăpărilor de gaze, apă, ulei; ea trebuie să aibă proprietăţi termoplastice, să permită transmiterea căldurii, să fie rezistentă la presiunea gazelor; grosimea ei este de 1,3-4 mm. Forma ei copiază pe cea a chiulasei, fiind prevăzută cu orificii corespunzătoare. Se confecţionează din azbest grafitat imbracat in tabla subtire de cupru sau alama, din foi metalice de tabla sau aluminiu cu ondulatii pentru etansare, sau din foi de azbest sau clingherit cu sau fara insertie metalica.
Garnitura de chiulasa asigură etanşeitatea între blocul cilindrului şi chiulasa pentru evitarea scăpărilor de gaze, apă, ulei; ea trebuie să aibă proprietăţi termoplastice, să permită transmiterea căldurii, să fie rezistentă la presiunea gazelor; grosimea ei este de 1,3-4 mm. Forma ei copiază pe cea a chiulasei, fiind prevăzută cu orificii corespunzătoare. Se confecţionează din azbest grafitat imbracat in tabla subtire de cupru sau alama, din foi metalice de tabla sau aluminiu cu ondulatii pentru etansare, sau din foi de azbest sau clingherit cu sau fara insertie metalica.
I.3. ÎNTREŢINEREA ORGANELOR FIXE
Intreţinerea organelor fixe ale motorului cuprinde operaţii de: verificări,
strângeri, control şi verificarea stării tehnice a blocului motor, chiulasei,
colectoarelor de admisie şi evacuare, a etanşeităţii garniturilor de chiulasă
şi colectoarelor precum şi fixarea motorului pe cadrul automobilului.Operaţiile
de întreţinere şi periodicitatea acestora sunt:
- strângerea şuruburilor sau prezoanelor de fixare a suporţilor axului, culbutorilor la fiecare 50 000 km (sau la nevoie);
- strângerea chiulasei. la rece. la fiecare 50 000 km (sau la nevoie);
- şuruburile sau prezoanele cHiu-lasei se strâng în ordinea indicată
de fabricant, dar în general se începe cu cele de la mijloc şi apoi în cruce,
până la cele de pe extreme (fig. 6): operaţia se face cu cheia dinamometrică, cu
momentul indicat după tipul motorului (155-165 Nm la D 797-05: 180 Nm pentru I)
2156 HMN: 55-60 Nm pentru Dacia 1310; 120-130 Nm pen¬tru ARO I. 25 şi L 27;
40-60 Nm la Volkswasen; 75-80 Nm la Nissan:
-strângerea capacului culbutorilor,capacului tacheţilor la fiecare 30000km (sau la nevoie);
-strângerea colectoarelor de admisie, de evacuare şi a tubulaturii aferente,la fiecare 50 000 km (sau la nevoie);
-verificarea fixării motorului pe suporţii cadrului sau a caroseriei automobilului;
-verificarea etanşeităţii îmbinărilor chiulasei, capacului, băii de ulei etc;
-controlul integrităţii constructive şi funcţionale ale componentelor organelor fixe.
-strângerea capacului culbutorilor,capacului tacheţilor la fiecare 30000km (sau la nevoie);
-strângerea colectoarelor de admisie, de evacuare şi a tubulaturii aferente,la fiecare 50 000 km (sau la nevoie);
-verificarea fixării motorului pe suporţii cadrului sau a caroseriei automobilului;
-verificarea etanşeităţii îmbinărilor chiulasei, capacului, băii de ulei etc;
-controlul integrităţii constructive şi funcţionale ale componentelor organelor fixe.

Fig. 6. Ordinea de
strângere a şuruburilor chiulasei
la motorul autoturismului Dacia
1310
I.4. DEFECTETE IN EXPLOATARE ALE ORGANELOR FIXE
Arderea garniturii-de chinlasă, datorită: prelucrării incorecte a suprafeţelorde etanşare dintre blocul motor şi chiulasă, strângerii incorecte sau insuficiente a chiulasei (cea mai frecventă), montării necorespunzătoare a garniturii, detonaţiilor motorului etc.
Depistarea fenomenului se constată prin:
-scăderea nivelului apei din instalaţia de răcire, care va apărea în baia de
ulei, al cărui nivel creşte, însă emulsionat;
-prezenţa uleiului în bazinul superior al radiatorului, datorită împingerii lui de pe cilindri în cămaşa de răcire cu apă, de către gaze;
-rateuri ritmice în carburator (la MAS), când arderea s-a produs la garnitură între doi cilindri alăturaţi, datorită împrumutului de gaze de la un cilindru la celălalt;
- existenţa gazelor comprimate în instalaţia de răcire (bule în bazinul superior al radiatorului sau în vasul de expansiune, la acceleraţia motorului);
-întreruperi la aprindere, ca urmare a depunerii apei pe electrozii bujiei (la MAS).
Remedierea constă în demontarea chiulasei şi înlocuirea garniturii de chiulasă de către şofer, sau în atelier, respectând regulile de montaj şi strângere.
Fisurarea sau spargerea chiulasei sau blocului motor, fie în pereţii exteriori, fie în zona supapelor, datorită: supraîncălzirii motorului ca urmare a funcţionării îndelungate la turaţii şi sarcini mari; reglajelor incorecte sau înfundării parţiale a canalelor apei de răcire; turnării apei reci când motorul este supraîncălzit din lipsă de apă la nivel în instalaţia de răcire sau pornirii motorului fară apă; îngheţării apei în instalaţie, când, pe timp rece, nu a fost golită.
Depistarea fenomenului se constată prin:
Arderea garniturii-de chinlasă, datorită: prelucrării incorecte a suprafeţelorde etanşare dintre blocul motor şi chiulasă, strângerii incorecte sau insuficiente a chiulasei (cea mai frecventă), montării necorespunzătoare a garniturii, detonaţiilor motorului etc.
Depistarea fenomenului se constată prin:
-scăderea nivelului apei din instalaţia de răcire, care va apărea în baia de
ulei, al cărui nivel creşte, însă emulsionat;
-prezenţa uleiului în bazinul superior al radiatorului, datorită împingerii lui de pe cilindri în cămaşa de răcire cu apă, de către gaze;
-rateuri ritmice în carburator (la MAS), când arderea s-a produs la garnitură între doi cilindri alăturaţi, datorită împrumutului de gaze de la un cilindru la celălalt;
- existenţa gazelor comprimate în instalaţia de răcire (bule în bazinul superior al radiatorului sau în vasul de expansiune, la acceleraţia motorului);
-întreruperi la aprindere, ca urmare a depunerii apei pe electrozii bujiei (la MAS).
Remedierea constă în demontarea chiulasei şi înlocuirea garniturii de chiulasă de către şofer, sau în atelier, respectând regulile de montaj şi strângere.
Fisurarea sau spargerea chiulasei sau blocului motor, fie în pereţii exteriori, fie în zona supapelor, datorită: supraîncălzirii motorului ca urmare a funcţionării îndelungate la turaţii şi sarcini mari; reglajelor incorecte sau înfundării parţiale a canalelor apei de răcire; turnării apei reci când motorul este supraîncălzit din lipsă de apă la nivel în instalaţia de răcire sau pornirii motorului fară apă; îngheţării apei în instalaţie, când, pe timp rece, nu a fost golită.
Depistarea fenomenului se constată prin:
- funcţionarea neregulată a motorului, când datorită fisurilor interioare dintre pereţii cilindrilor sau din zona supapelor, se depune apă pe electrozii bujiilor şi se produc întreruperi la aprindere: se observă, totodată, scăderea nivelului lichidului de răcire, creşterea nivelului uleiului (emulsionat, datorită apei) şi picături de ulei în apă din instalaţia de răcire;
- supraîncălzirea motorului (până la gripare), pierderi de apă în instalaţia de răcire, datorită fisurilor exterioare ale pereţilor; se pot observa prelingeri de apă şi emanare de vapori.
Remedierea constă în repararea fisurilor prin diverse metode, în ateliere
specializate.
I.5. REPARAREA ORGANELOR FIXE
I.5.A. Repararea blocului motor (v. fig. 3). După demontare, blocul se curăţă şi se spală într-un solvent, canalele de ungere se desfundă (după scoaterea dopurilor) şi se suflă cu aer comprimat, apoi se supune unui control pentru depistarea defecţiunilor. Acestea pot fi:
Deformarea sau corodarea suprafeţei 7 de asamblare a blocului cu chiulasa. Planeitatea se verifică cu o riglă de control (prin fantă de lumină) şi introducerea unei lame calibrate între riglă şi suprafaţa blocului; se admite abaterea maximă 0,1 mm pe toată lungimea. Verificarea se poate face şi cu ceasul comparator cu suport sau cu placă de control (pata de vopsea să fie de minimum 80% din suprafaţă). Totodată, se verifică suprafeţele de prelucrate dacă nu au coroziuni, zgârieturi, bavuri, fisuri. Defecţiunile mici se înlătură prin şlefuire cu o piatră abrazivă de granulaţie foarte fînă. Deformaţiile şi coroziunile accentuate se rectifică pe maşini de rectificat plan; se poate îndepărta un strat de maximum 0,25 mm:
Fisuri, crăpături sau spargeri de diferite forme şi mărimi pe suprafeţele laterale 8. Depistarea se face prin probă hidraulică pe stand special, la presiunea de 4 bari.
Repararea se poate realiza prin mai multe procedee când fisurile nu depăşesc lungimea de 15—20 cm;
I.5.A. Repararea blocului motor (v. fig. 3). După demontare, blocul se curăţă şi se spală într-un solvent, canalele de ungere se desfundă (după scoaterea dopurilor) şi se suflă cu aer comprimat, apoi se supune unui control pentru depistarea defecţiunilor. Acestea pot fi:
Deformarea sau corodarea suprafeţei 7 de asamblare a blocului cu chiulasa. Planeitatea se verifică cu o riglă de control (prin fantă de lumină) şi introducerea unei lame calibrate între riglă şi suprafaţa blocului; se admite abaterea maximă 0,1 mm pe toată lungimea. Verificarea se poate face şi cu ceasul comparator cu suport sau cu placă de control (pata de vopsea să fie de minimum 80% din suprafaţă). Totodată, se verifică suprafeţele de prelucrate dacă nu au coroziuni, zgârieturi, bavuri, fisuri. Defecţiunile mici se înlătură prin şlefuire cu o piatră abrazivă de granulaţie foarte fînă. Deformaţiile şi coroziunile accentuate se rectifică pe maşini de rectificat plan; se poate îndepărta un strat de maximum 0,25 mm:
Fisuri, crăpături sau spargeri de diferite forme şi mărimi pe suprafeţele laterale 8. Depistarea se face prin probă hidraulică pe stand special, la presiunea de 4 bari.
Repararea se poate realiza prin mai multe procedee când fisurile nu depăşesc lungimea de 15—20 cm;
- sudarea oxiacetilenică cu bare de fontă FC 20 cu diametrul de 8 mm, după preîncălzirea blocului la 600°C, apoi răcirea lentă în cuptor;
- sudarea electrică (la rece) discontinuă, cu curent continuu de I =120-130 A şi tensiunea U = 20-25 V, cu electrozi monel sau bimetalici din cupru cu oţel şi înveşis de calcar;
- acoperirea cu răşini epoxidice. Operaţia constă în: curăţirea locului, limitarea extinderii fisurii prin ştifturi filetate la capete, teşirea fisurii, degradarea cu solvent, uscarea, preîncălzirea la 70...80°C,
umplerea cu un material ternar format din răşină epoxidică (dibutilfalat şi
material de adaos), apoi
uscarea timp de4-6 h la 150°C şi prelucrarea de finisare:
uscarea timp de4-6 h la 150°C şi prelucrarea de finisare:
- etanşarea cu soluţii uşor fuzibile (pentru fisuri mici). Soluţia, formată din particule fine de metal şi liant, se toarnă în instalaţia de răcire, se porneşte motorul la turaţie mică, timp în care se depun particulele; se opreşte motorul după ce nu mai supurează pe la fisuri, timp de o jumătate de oră; se pune din nou motorul în funcţiune, iar după cinci minute se înlocuieşte soluţia cu apă de răcire;
- etanşarea fisurilor mici de suprafaţă prelucrate, cu soluţii metalice speciale sau cu apă de sticlă;
- metalizarea cu zinc topit (pulverizat cu aer la 6 bari);
- ţeserea cu ştifturi filetate din cupru, pe toată lungimea
fisurii;
- spărturile de pot suda oxiacetilenic sau electric; se pot repara şi prin peticire. Peticul, din tablă de oţel (OL 34) de grosime 2-4 mm, se aplică cu şuruburi filetate, sub el montându-se o garnitură de pânză îmbibată cu miniu de plumb.
După reparare, se face din nou proba hidraulică, pe stand, la presiunea de 4
bari.
Uzura găurilor filetate pentru prezoane sau şuruburi se înlătură prin refile-tare la cota de reparaţie sau montarea de bucşe speciale (filetate la exterior majorat iar interiorul la cota normală).
Prezoanele rupte în bloc se extrag prin diverse metode: de filetare cu ajutorul unor dornuri conice sau zimţate, extractoare, piuliţe sudate etc.
Locaşurile cuzineţilor pentru lagărele paliere 2 uzate sau deformate (conicizate şi ovalizate) se remediază prin alezare la treapta de reparaţie, pe maşina de alezat orizontală; prelucrarea se face simultan la toate locaşurile lagărelor, cu capacele montate. Baza de prelucrare se ia în raport cu suprafaţa de îmbinare cu chiulasa sau cu baia de ulei. Când uzurile sunt prea mari locaşurile lagărelor se încarcă prin sudare electrică, se montează capace noi şi se alezează la cota nominală.
Lagărele arborelui cu came 3 prin uzare, vor avea conicitate şi ovalitate faţă de fusurile arborelui. Remedierea constă în demontarea şi montarea altora corespunzătoare cotei de reparaţie, începând cu cele intermediare.
Dacă vor avea joc în locaşuri, acestea se alezează simultan pe maşină specială şi se montează bucşe cu diametrul majorat, la cota de reparaţie.
Locaşurile tacheţilor care se uzează se alezează la cota de reparaţie sau se presează bucşe, iar alezarea se face la cota nominală.
La cele amovibile, procedeul este asemănător.
Blocul motor se rebutează dacă are fisuri sau crăpături mai mari de 200-250 mm lungime, fisuri între cămăşile de cilindru, crăpături sau spărturi la locaşurile lagărelor paliere sau ale cămăşilor de cilindru.
I.5.B. Repararea cilindrilor (fig. 7), forma geometrică interioară a cilindrilor se modifică fie datorită cauzelor termodinamice în timpul funcţionalii motorului (conicitate 2 şi ovalitate 3), fie unor agenţi chimici (coroziunea) sau abraziunii impurităţilor (rizuri). Uzura este accentuată în partea superioară ; cilindrului, formând un prag 1.
Constatarea se poate face vizual şi prin măsurarea cu ceasul comparator cu cadran. Se admite, în general, o conicitate şi ovalitate maximă de 0.150 mm. Ovalitatea se determină în trei planuri perpendiculare pe axa cilindrului, în cruce, iar conicitatea în partea superioară, la mijloc şi partea inferioară. Remedierea constă în alezarea şi honuirea cilindrilor. Cămăşile de cilindru se dezîncrustează în soluţii alcaline la temperatura de 80°C, după ce se curăţă. în prealabil, de calamină.
Blocul motor cu cilindrii nedemontabili se fixează direct sau pe masa maşinii de alezat, iar cămăşile de cilindru cu ajutorul unor dispozitive. Maşina de alezat este verticală şi poate lucra cu unul sau două cuţite (al doilea pentru finisare).
Se prelucrează, mai întâi, cilindrul cel mai uzat, pentru a obţine treapta de reparaţie la care vor fi alezaţi şi ceilalţi cilindri (cotă unitară). După alezare, cilindrii se spală şi se supun controlului care impune: lipsa de pete sau rizuri, conicitate şi ovalitate la limitele admise. Numărul treptelor de reparaţie diferă după tipul motorului. După alezare, se face o superfinisare (honuire) pe maşini speciale, şi, în acest scop, s-a lăsat adaos de prelucrare. După honuire, suprafaţa trebuie să fie perfect lucioasă (oglinda cilindrului), iar conicitatea şi ovalitatea să nu depăşească 0.005-0.006 mm pentru autoturisme şi 0.015-0.020 mm pentru ARO şi D 797-05: este urmată de proba hidraulică la presiunea de 4 bari.
Uzura găurilor filetate pentru prezoane sau şuruburi se înlătură prin refile-tare la cota de reparaţie sau montarea de bucşe speciale (filetate la exterior majorat iar interiorul la cota normală).
Prezoanele rupte în bloc se extrag prin diverse metode: de filetare cu ajutorul unor dornuri conice sau zimţate, extractoare, piuliţe sudate etc.
Locaşurile cuzineţilor pentru lagărele paliere 2 uzate sau deformate (conicizate şi ovalizate) se remediază prin alezare la treapta de reparaţie, pe maşina de alezat orizontală; prelucrarea se face simultan la toate locaşurile lagărelor, cu capacele montate. Baza de prelucrare se ia în raport cu suprafaţa de îmbinare cu chiulasa sau cu baia de ulei. Când uzurile sunt prea mari locaşurile lagărelor se încarcă prin sudare electrică, se montează capace noi şi se alezează la cota nominală.
Lagărele arborelui cu came 3 prin uzare, vor avea conicitate şi ovalitate faţă de fusurile arborelui. Remedierea constă în demontarea şi montarea altora corespunzătoare cotei de reparaţie, începând cu cele intermediare.
Dacă vor avea joc în locaşuri, acestea se alezează simultan pe maşină specială şi se montează bucşe cu diametrul majorat, la cota de reparaţie.
Locaşurile tacheţilor care se uzează se alezează la cota de reparaţie sau se presează bucşe, iar alezarea se face la cota nominală.
La cele amovibile, procedeul este asemănător.
Blocul motor se rebutează dacă are fisuri sau crăpături mai mari de 200-250 mm lungime, fisuri între cămăşile de cilindru, crăpături sau spărturi la locaşurile lagărelor paliere sau ale cămăşilor de cilindru.
I.5.B. Repararea cilindrilor (fig. 7), forma geometrică interioară a cilindrilor se modifică fie datorită cauzelor termodinamice în timpul funcţionalii motorului (conicitate 2 şi ovalitate 3), fie unor agenţi chimici (coroziunea) sau abraziunii impurităţilor (rizuri). Uzura este accentuată în partea superioară ; cilindrului, formând un prag 1.
Constatarea se poate face vizual şi prin măsurarea cu ceasul comparator cu cadran. Se admite, în general, o conicitate şi ovalitate maximă de 0.150 mm. Ovalitatea se determină în trei planuri perpendiculare pe axa cilindrului, în cruce, iar conicitatea în partea superioară, la mijloc şi partea inferioară. Remedierea constă în alezarea şi honuirea cilindrilor. Cămăşile de cilindru se dezîncrustează în soluţii alcaline la temperatura de 80°C, după ce se curăţă. în prealabil, de calamină.
Blocul motor cu cilindrii nedemontabili se fixează direct sau pe masa maşinii de alezat, iar cămăşile de cilindru cu ajutorul unor dispozitive. Maşina de alezat este verticală şi poate lucra cu unul sau două cuţite (al doilea pentru finisare).
Se prelucrează, mai întâi, cilindrul cel mai uzat, pentru a obţine treapta de reparaţie la care vor fi alezaţi şi ceilalţi cilindri (cotă unitară). După alezare, cilindrii se spală şi se supun controlului care impune: lipsa de pete sau rizuri, conicitate şi ovalitate la limitele admise. Numărul treptelor de reparaţie diferă după tipul motorului. După alezare, se face o superfinisare (honuire) pe maşini speciale, şi, în acest scop, s-a lăsat adaos de prelucrare. După honuire, suprafaţa trebuie să fie perfect lucioasă (oglinda cilindrului), iar conicitatea şi ovalitatea să nu depăşească 0.005-0.006 mm pentru autoturisme şi 0.015-0.020 mm pentru ARO şi D 797-05: este urmată de proba hidraulică la presiunea de 4 bari.
Abonați-vă la:
Comentarii (Atom)