Mecanismul motor










Prezentare functionare motor, Functionare cilindru, Analiza functionarii, Detaliu supape
I. MECANISMUL MOTOR
I.1. DESTINAŢIE ŞI PĂRŢI COMPONENTE
Mecanismul motor (numit şi mecanismul bielă-manivelă sau mecanismul manivelă piston), transformă mişcarea de translaţie a pistonului, obţinută prin arderea amestecului carburant. în mişcare de rotaţie continuă a arborelui cotit.
Părţile componente ale mecanismului motor sunt:
- organele fixe (fig. 1): blocul motor 1, chiulasa 2, cilindrii 7, colectorul de admisie şi colectorul de evacuare, semicuzineţii lagărului palier 7 (fig. 2);
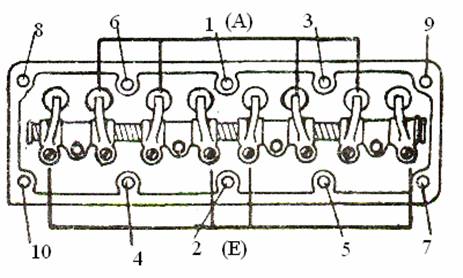
- organele mobile (fig. 2): pistonul 1. segmenţii 2. bolţul pistonului 3, biela 4, semicuzineţii lagărului de bielă 5, arborele cotit 6. volantul 8 şi amortizorul oscilaţiilor 9.
I.1. DESTINAŢIE ŞI PĂRŢI COMPONENTE
Mecanismul motor (numit şi mecanismul bielă-manivelă sau mecanismul manivelă piston), transformă mişcarea de translaţie a pistonului, obţinută prin arderea amestecului carburant. în mişcare de rotaţie continuă a arborelui cotit.
Părţile componente ale mecanismului motor sunt:
- organele fixe (fig. 1): blocul motor 1, chiulasa 2, cilindrii 7, colectorul de admisie şi colectorul de evacuare, semicuzineţii lagărului palier 7 (fig. 2);
- organele mobile (fig. 2): pistonul 1. segmenţii 2. bolţul pistonului 3, biela 4, semicuzineţii lagărului de bielă 5, arborele cotit 6. volantul 8 şi amortizorul oscilaţiilor 9.

Fig.1. Organele fixe ale mecanismului motor:
a - motorul SAVIEM 797-05; b
- motorul autoturismului Dacia 1300; c - motorul autoturismului Trabant
(răcire cu aer); 1 - bloc motor;
2 - chiulasă; 3 - garnitură de chiulasă; 4 - capac chiulasă; 5 - garnitură pentru capacul chiulasei;
6 - buşon pentru alimentarea motorului cu ulei; 7 - cilindru; 8 - capac distribuţie; 9 - simering etanşare; 10 - capac lagăr palier cu semicuzineţi; 11 - prezoane pentru asamblarea chiulasei pe blocul motor; 12 - carter volant; 13 - baie ulei; 14 - garnituri baie ulei; 15 - garnituri semiinelare baie ulei; 16 - suport fixare motor; 17 - buşon golire ulei; 18 - inele etanşare (carton special); 19 - semicarter inferior; 20 - fereastră evacuare; 21 - fereastră baleiaj (admisie cilindru); 22 - canal baleiaj;
23 - fereastră admisie carter.
2 - chiulasă; 3 - garnitură de chiulasă; 4 - capac chiulasă; 5 - garnitură pentru capacul chiulasei;
6 - buşon pentru alimentarea motorului cu ulei; 7 - cilindru; 8 - capac distribuţie; 9 - simering etanşare; 10 - capac lagăr palier cu semicuzineţi; 11 - prezoane pentru asamblarea chiulasei pe blocul motor; 12 - carter volant; 13 - baie ulei; 14 - garnituri baie ulei; 15 - garnituri semiinelare baie ulei; 16 - suport fixare motor; 17 - buşon golire ulei; 18 - inele etanşare (carton special); 19 - semicarter inferior; 20 - fereastră evacuare; 21 - fereastră baleiaj (admisie cilindru); 22 - canal baleiaj;
23 - fereastră admisie carter.


{kind=link}
Fig.2. Organele mobile ale mecanismului motor: a- motor
SAVIEM 797-05; b- motorul transversal pentru autoturism: 1- piston; 2- segmenti;
3- boltul pistonului; 4- biela; 5- semicuzinet lagar de biela; 6- arbore cotit;
7- semicuzineti lagar palier; 8- volant; 9- amortizor oscilatii;
10- segment ungere; 11- siguranta bolt(seger); 12- bucsa biela; 13- inele reglaj joc axial arbore cotit; 14- bulon capac biela; 15- pana fixare pinion pe arborele cotit; 16- pinion distributie;
17- fulie; 18- bucsa pentru sprijin arbore ambreiaj; 19- coroana volant.
10- segment ungere; 11- siguranta bolt(seger); 12- bucsa biela; 13- inele reglaj joc axial arbore cotit; 14- bulon capac biela; 15- pana fixare pinion pe arborele cotit; 16- pinion distributie;
17- fulie; 18- bucsa pentru sprijin arbore ambreiaj; 19- coroana volant.
I.2. ORGANELE FIXE ALE MECANISMULUI MOTOR
I.2.A. Blocul motor (fig. 3) constituie scheletul motorului, fiind prevăzut cu braţe sau locaşuri pentru suport de fixare pe cadrul automobilului. Constructiv este format din blocul cilindrilor (în partea superioară) şi carterul (în partea inferioară); poate fi sub forma unei piese compacte (autocamioanele Roman, Iveco, Mercedes, Volvo sau autoturismele Dacia, Fiat, Skoda, Peugeot, Volkswagen, Ford, Toyota) chiar dacă la unele dintre ele motorul este plasat transversal faţă de axa longitudinală a automobilului sau demontabil, cum ar fi la motorul M 0 36 OLTCIT Club, sau Trabant 601 (v. fig. 1, c). Se obţine prin turnare din fontă cenuşie când cilindrii sunt demontabili (amovibili) sub formă de cămăşi de cilindru (motoarele D 797-05 autocamion Roman. Dacia 1310). sau din fontă aliată pentru motoarele cu cilindrii turnaţi cu blocul (Fiat, Lada). La unele autoturisme blocul motor poate fi turnat din aliaj de aluminiu (Skoda). La autoturismul OLTC1T, cilindrii sunt turnaţi din fontă aliată cu aripioare exterioare pentru majorarea suprafeţei de răcire cu aerul, iar carterul este turnat din aliaj de aluminiu sub presiune.
După turnare, blocul motor se prelucrează în interior şi exterior pentru asamblarea diverselor
componente ale motorului.
Blocul motor 6 (fig. 3) este prevăzut cu: locaşurile interioare ale cilindrilor 1, cu pereţi verticali despărţitori, ale lagărelor paliere pentru arborele cotit 2 (formate din două părţi - jumătate solidară cu blocul şi cealaltă sub formă de capac asamblat cu şuruburi); lagărele pot fi cu semicuzineţi sau rulmenţi (Trabant, Wartburg la care capacele nu mai sunt separate, ci solidare cu carterul inferior). Numărul lagărelor paliere este determinat în general de numărul cilindrilor după formula n + 1 (şapte lagăre pentru motorul D 797-05, cinci pentru Dacia 1310). plasate în partea inferioară a pereţilor despărţitori ai cilindrilor, pentru rigidizarea blocului; sunt şi excepţii unde numărul acestora poate fi
n - 1 (trei lagăre paliere cu semicuzineţi la OLTCIT Club, sau trei lagăre cu rulmenţi la Wartburg). Locaşurile 3 sunt destinate pentru lagărele arborelui cu came (sub formă de bucşe presate).
I.2.A. Blocul motor (fig. 3) constituie scheletul motorului, fiind prevăzut cu braţe sau locaşuri pentru suport de fixare pe cadrul automobilului. Constructiv este format din blocul cilindrilor (în partea superioară) şi carterul (în partea inferioară); poate fi sub forma unei piese compacte (autocamioanele Roman, Iveco, Mercedes, Volvo sau autoturismele Dacia, Fiat, Skoda, Peugeot, Volkswagen, Ford, Toyota) chiar dacă la unele dintre ele motorul este plasat transversal faţă de axa longitudinală a automobilului sau demontabil, cum ar fi la motorul M 0 36 OLTCIT Club, sau Trabant 601 (v. fig. 1, c). Se obţine prin turnare din fontă cenuşie când cilindrii sunt demontabili (amovibili) sub formă de cămăşi de cilindru (motoarele D 797-05 autocamion Roman. Dacia 1310). sau din fontă aliată pentru motoarele cu cilindrii turnaţi cu blocul (Fiat, Lada). La unele autoturisme blocul motor poate fi turnat din aliaj de aluminiu (Skoda). La autoturismul OLTC1T, cilindrii sunt turnaţi din fontă aliată cu aripioare exterioare pentru majorarea suprafeţei de răcire cu aerul, iar carterul este turnat din aliaj de aluminiu sub presiune.
După turnare, blocul motor se prelucrează în interior şi exterior pentru asamblarea diverselor
componente ale motorului.
Blocul motor 6 (fig. 3) este prevăzut cu: locaşurile interioare ale cilindrilor 1, cu pereţi verticali despărţitori, ale lagărelor paliere pentru arborele cotit 2 (formate din două părţi - jumătate solidară cu blocul şi cealaltă sub formă de capac asamblat cu şuruburi); lagărele pot fi cu semicuzineţi sau rulmenţi (Trabant, Wartburg la care capacele nu mai sunt separate, ci solidare cu carterul inferior). Numărul lagărelor paliere este determinat în general de numărul cilindrilor după formula n + 1 (şapte lagăre pentru motorul D 797-05, cinci pentru Dacia 1310). plasate în partea inferioară a pereţilor despărţitori ai cilindrilor, pentru rigidizarea blocului; sunt şi excepţii unde numărul acestora poate fi
n - 1 (trei lagăre paliere cu semicuzineţi la OLTCIT Club, sau trei lagăre cu rulmenţi la Wartburg). Locaşurile 3 sunt destinate pentru lagărele arborelui cu came (sub formă de bucşe presate).

Fig.3. Blocul motor: 1 – locasurile interioare ale cilindrilor; 2
– lagarele paliere pentru arborele cotit; 3 – locasuri; 4 – canale pentru ulei;
5 – canale pentru lichidul de racire; 6 – carter; 7 – suprafata planap; 8 –
capac; 9 – prezon; 10 – aripi laterale; 11 – locasuri pentru tacheti; 12 –
capacul lagarului palier.
De remarcat că locaşurile lagărelor paliere ale arborelui cotit şi cele ale
arborelui cu came se realizează simultan în carter pentru a asigura
coaxialitatea lor.
Canalele 4 sunt destinate circulaţiei uleiului, iar canalele 5 pentru circulaţia lichidului de răcire; de asemenea sunt prevăzute locaşurile 11 pentru tacheţi, iar în partea anterioară carterul 6 prin capacul 8 (v. fig. 1), închide angrenajul distribuţiei; aripile laterale 10, sunt destinate pentru fixarea blocului pe cadrul automobilului; la Dacia sunt suporturile laterale demontabile, din tablă, pentru montarea motorului pe caroserie; în toate cazurile fixarea se face prin intermediul unor suporţi elastici de cauciuc.
Partea posterioară a blocului este prelucrată plan încât să permită montarea prin şuruburi a carterului volantului.
Partea inferioară a blocului este de asemenea prelucrată plan, pentru asamblarea cu şuruburi a băii de ulei 13 (v. fig. 1. b)etanşată de garnitură.
Prelucrarea plană a suprafeţei superioare 7 a blocului, asigură montarea cu şuruburi sau prezoane a chiulasei 2, prin intermediul garniturii de etanşare 3 (v. fig. 1).
In interiorul blocului sunt amenajate din turnare şi apoi uzinate alte locaşuri speciale pentru asamblarea diverselor subansambluri sau piese ruptor-distribuitor la MAS, filtru de ulei, pompa de ulei şi chiar pompa de injecţie la unele motoare.
Blocul motor este de o mare diversitate constructivă, având forma adaptată după poziţia cilindrilor faţă de axa longitudinală, astfel: în linie (motor lung inclusiv pentru cel transversal); în V (motor concentrat); cu cilindrii orizontali, opuşi (boxer); sau înclinat de obicei la 30-40° (autoturismul Skoda, autocamionul ROMAN cu motor D 2156 HMN 8).
Grosimea pereţilor blocului variază în funcţie de solicitarea dinamică respectivă (la MAC este mai mare ca la motoarele MAS). Pentru rigidizare sunt realizate din turnare nervuri interioare.
O construcţie aparte o are autoturismul Wartburg, cu bloc-carterul din două părţi: blocul cilindrilor turnat din fontă aliată, prevăzut cu diverse fante (de admisia amestecului carburant în carterul inferior, de evacuare şi două perechi pentru baleiaj), precum şi canale pentru circulaţia lichidului de răcire; carterul inferior turnat din fontă este asamblat prin şuruburi de blocul motor; etanşarea suprafeţelor între bloc şi carterul inferior, sau cu chiulasa, realizându-se cu soluţie specială.
Fantele de admisie din carter, ale celor trei cilindri ai motorului Wartburg, corespund unui singur canal comun, orizontal unde se fixează colectorul de admisie cu carburatorul respectiv.
De asemenea, fantele de evacuarea gazelor arse, sunt racordate la un singur canal orizontal, pe care se fixează colectorul de evacuare.
La autoturismele Trabant (v. fig. 1, c) blocul motor este din trei bucăţi: doi cilindri ai motorului, din fontă aliată încorporaţi în cămăşi turnate, din aliaj de aluminiu cu aripioare exterioare, pentru a mări suprafaţa de contact cu aerul de răcire; carterul inferior, din două părţi comune pentru ambii cilindri, turnat din aliaj de aluminiu cu plan de separaţie orizontal a celor două părţi; jumătatea superioară are prevăzută fanta comună, de admisia amestecului carburant în carter pe care este montat carburatorul. Asamblarea celor două jumătăţi ale carterului precum şi cele ale cilindrului se face cu şuruburi, etanşarea realizându-se cu soluţie specială.
La autoturismul OLTCIT Clubblocul motor are o construcţie specială; cei patru cilindri ai motorului, din fontă aliată, prevăzuţi cu aripioare exterioare pentru majorarea suprafeţei de contact cu aerul de răcire, separaţi între ei, sunt montaţi orizontal pe carterul comun , turnat din aliaj de aluminiu sub presiune; acesta are planul de separaţie vertical ,iar etanşarea celor două semicartere, care includ şi baia de ulei, se face cu o soluţie specială. Carterul este prevăzut cu aripi de fixare a motorului prin intermediul a trei suporturi elastice (pe traversa motorului şi caroseriei).
Pentru lagărele paliere ale arborelui cotit blocul motor are trei locaşuri.
In partea posterioară, suprafaţa este prelucrată plan, pentru asamblarea carterului cutiei de viteze.
Pe suprafaţa anterioară se fixează carterul angrenajului de distribuţie acoperit cu capacul de protecţie a curelelor dinţate ce antrenează pinioanele respective.
O soluţie aparte o constituie şi blocul motorului D 2156 HMU 8 pentru autobuzele DAC. Acesta are o construcţie asemănătoare cu a motorului autocamionului ROMAN (L) 2156 HMN 8), fiind montat sub podea, orizontal, având dispusă o altă asamblare a anexelor (pompă de injecţie, tubulatura de admisie şi evacuare, compresor de aer etc). In plus are baia de ulei plasată lateral, iar pentru captarea uleiului ce se scurge din circuit, este prevăzut cu două cuve speciale, în partea inferioară, de unde este recirculat în baie, de o pompă specială.
Pentru rigidizare, blocul motor este prevăzut cu nervuri: grosimea pereţilor este mai mare pentru motoarele Diesel şi mai mică pentru cele cu aprindere prin scânteie electrică.
I.2.B. Cilindrii. Cilindrul 7 (fig. 4) realizează spaţiul de lucru pentru desfăşurarea ciclului motor. în interiorul lui deplasându-se linear pistonul. Cilindrii pot fi turnaţi odată cu blocul motor (inamovibili - Lada şi Fiat. (fig. 4. a)sau demontabili (amovibili), ca la majoritatea motoarelor moderne, sub formă de cămăşi de cilindru 3 (fig. 4. b):se obţin prin turnare, din fontă aliată prelucraţi fin la interior (oglinda cilindrului), iar cei amovibili au prevăzuţi la exterior canale destinate inelelor din cauciuc pentru etanşarea cămăşilor de răcire cu apă.
Canalele 4 sunt destinate circulaţiei uleiului, iar canalele 5 pentru circulaţia lichidului de răcire; de asemenea sunt prevăzute locaşurile 11 pentru tacheţi, iar în partea anterioară carterul 6 prin capacul 8 (v. fig. 1), închide angrenajul distribuţiei; aripile laterale 10, sunt destinate pentru fixarea blocului pe cadrul automobilului; la Dacia sunt suporturile laterale demontabile, din tablă, pentru montarea motorului pe caroserie; în toate cazurile fixarea se face prin intermediul unor suporţi elastici de cauciuc.
Partea posterioară a blocului este prelucrată plan încât să permită montarea prin şuruburi a carterului volantului.
Partea inferioară a blocului este de asemenea prelucrată plan, pentru asamblarea cu şuruburi a băii de ulei 13 (v. fig. 1. b)etanşată de garnitură.
Prelucrarea plană a suprafeţei superioare 7 a blocului, asigură montarea cu şuruburi sau prezoane a chiulasei 2, prin intermediul garniturii de etanşare 3 (v. fig. 1).
In interiorul blocului sunt amenajate din turnare şi apoi uzinate alte locaşuri speciale pentru asamblarea diverselor subansambluri sau piese ruptor-distribuitor la MAS, filtru de ulei, pompa de ulei şi chiar pompa de injecţie la unele motoare.
Blocul motor este de o mare diversitate constructivă, având forma adaptată după poziţia cilindrilor faţă de axa longitudinală, astfel: în linie (motor lung inclusiv pentru cel transversal); în V (motor concentrat); cu cilindrii orizontali, opuşi (boxer); sau înclinat de obicei la 30-40° (autoturismul Skoda, autocamionul ROMAN cu motor D 2156 HMN 8).
Grosimea pereţilor blocului variază în funcţie de solicitarea dinamică respectivă (la MAC este mai mare ca la motoarele MAS). Pentru rigidizare sunt realizate din turnare nervuri interioare.
O construcţie aparte o are autoturismul Wartburg, cu bloc-carterul din două părţi: blocul cilindrilor turnat din fontă aliată, prevăzut cu diverse fante (de admisia amestecului carburant în carterul inferior, de evacuare şi două perechi pentru baleiaj), precum şi canale pentru circulaţia lichidului de răcire; carterul inferior turnat din fontă este asamblat prin şuruburi de blocul motor; etanşarea suprafeţelor între bloc şi carterul inferior, sau cu chiulasa, realizându-se cu soluţie specială.
Fantele de admisie din carter, ale celor trei cilindri ai motorului Wartburg, corespund unui singur canal comun, orizontal unde se fixează colectorul de admisie cu carburatorul respectiv.
De asemenea, fantele de evacuarea gazelor arse, sunt racordate la un singur canal orizontal, pe care se fixează colectorul de evacuare.
La autoturismele Trabant (v. fig. 1, c) blocul motor este din trei bucăţi: doi cilindri ai motorului, din fontă aliată încorporaţi în cămăşi turnate, din aliaj de aluminiu cu aripioare exterioare, pentru a mări suprafaţa de contact cu aerul de răcire; carterul inferior, din două părţi comune pentru ambii cilindri, turnat din aliaj de aluminiu cu plan de separaţie orizontal a celor două părţi; jumătatea superioară are prevăzută fanta comună, de admisia amestecului carburant în carter pe care este montat carburatorul. Asamblarea celor două jumătăţi ale carterului precum şi cele ale cilindrului se face cu şuruburi, etanşarea realizându-se cu soluţie specială.
La autoturismul OLTCIT Clubblocul motor are o construcţie specială; cei patru cilindri ai motorului, din fontă aliată, prevăzuţi cu aripioare exterioare pentru majorarea suprafeţei de contact cu aerul de răcire, separaţi între ei, sunt montaţi orizontal pe carterul comun , turnat din aliaj de aluminiu sub presiune; acesta are planul de separaţie vertical ,iar etanşarea celor două semicartere, care includ şi baia de ulei, se face cu o soluţie specială. Carterul este prevăzut cu aripi de fixare a motorului prin intermediul a trei suporturi elastice (pe traversa motorului şi caroseriei).
Pentru lagărele paliere ale arborelui cotit blocul motor are trei locaşuri.
In partea posterioară, suprafaţa este prelucrată plan, pentru asamblarea carterului cutiei de viteze.
Pe suprafaţa anterioară se fixează carterul angrenajului de distribuţie acoperit cu capacul de protecţie a curelelor dinţate ce antrenează pinioanele respective.
O soluţie aparte o constituie şi blocul motorului D 2156 HMU 8 pentru autobuzele DAC. Acesta are o construcţie asemănătoare cu a motorului autocamionului ROMAN (L) 2156 HMN 8), fiind montat sub podea, orizontal, având dispusă o altă asamblare a anexelor (pompă de injecţie, tubulatura de admisie şi evacuare, compresor de aer etc). In plus are baia de ulei plasată lateral, iar pentru captarea uleiului ce se scurge din circuit, este prevăzut cu două cuve speciale, în partea inferioară, de unde este recirculat în baie, de o pompă specială.
Pentru rigidizare, blocul motor este prevăzut cu nervuri: grosimea pereţilor este mai mare pentru motoarele Diesel şi mai mică pentru cele cu aprindere prin scânteie electrică.
I.2.B. Cilindrii. Cilindrul 7 (fig. 4) realizează spaţiul de lucru pentru desfăşurarea ciclului motor. în interiorul lui deplasându-se linear pistonul. Cilindrii pot fi turnaţi odată cu blocul motor (inamovibili - Lada şi Fiat. (fig. 4. a)sau demontabili (amovibili), ca la majoritatea motoarelor moderne, sub formă de cămăşi de cilindru 3 (fig. 4. b):se obţin prin turnare, din fontă aliată prelucraţi fin la interior (oglinda cilindrului), iar cei amovibili au prevăzuţi la exterior canale destinate inelelor din cauciuc pentru etanşarea cămăşilor de răcire cu apă.

Fig.4. Tipuri de cilindri pentru motoarele de
automobile: a- cilindri inamovibili (turnati direct in bloc); b- camasa de
cilindru amvobila (umeda);
c- camasa de cilindru uscata; d- cilindru cu aripioare, pentru motor racit cu aer (in doi timpi): 1- bloc motor; 2- camera de racire (apa); 3- camasa de cilindru; 4- inele de cauciuc; 5- guler de sprijin; 6- aripioare de racire; 7- partea activa a cilindrului; 8- fanta baleiaj; 9- canal baleiaj; 10 fanta evacuare; 11- prezoane fixare chiulasa; 12- bloc cilindru
c- camasa de cilindru uscata; d- cilindru cu aripioare, pentru motor racit cu aer (in doi timpi): 1- bloc motor; 2- camera de racire (apa); 3- camasa de cilindru; 4- inele de cauciuc; 5- guler de sprijin; 6- aripioare de racire; 7- partea activa a cilindrului; 8- fanta baleiaj; 9- canal baleiaj; 10 fanta evacuare; 11- prezoane fixare chiulasa; 12- bloc cilindru
Alte tipuri asigură etanfama prin inele de carton 18
(v. fig.1.
b)care au şi rol de realizare a supraînălţării cămăşii faţă de
suprafaţa superioară a blocului motor.
Motoarele răcite cu aer au prevăzute aripioare pentru mărirea suprafeţei de contact cu aerul de răcire (Trabant v. fig.4. d).
O remarcă pentru OLTCIT Special, care are doi cilindrii orizontali, opuşi (boxer), turnaţi din aliaj de aluminiu sub presiune, prevăzuţi la exterior cu aripi pentru a se mări suprafaţa de contact cu aerul de răcire. Pe suprafaţa interioară este depus electrolitic un strat de aliaj de nichel-crom-cobalt-siliciu, după procedeul NIKASIL, cu grosimea de cca 0.1 mm, pentru a mări rezistenţa la uzură, şi a micşora jocul dintre piston-cilindru, respectiv pentru creşterea fiabilităţii.
Cilindrii nedemontabili sunt de tip umed, iar cămăşile demontabile pot fi uscate (motorul D 2156 HMN 8) sau umede (în contact direct cu apa de răcire), ca la cea mai mare parte a motoarelor (D 797-05. ARO L-25. Dacia 1310. Mercedes).
La motoarele în doi timpi (fig. 4. d), cilindrii au prevăzute fante laterale 8 şi 10 (ferestre de baleiaj), pentru admisia amestecului carburant sau aerului şi fereastra pentru evacuarea gazelor arse.
Cămăşile de cilindri amovibile se montează în bloc prin presare, având suprafeţe de ghidare în acest scop. Denivelarea gulerului faţă de suprafaţa superioară a blocului motor este asigurată prin garnituri (Dacia 1300) sau prin ghidarea etanşă pe scaunele respective; această denivelare poate fi deasupra blocului (I) 797-05, Dacia 1300. ARO L-25). sau sub planul de asamblare a blocului cu chiulasa (D-2156 HMN 8), asigurând o bună etanşare la strângerea chiulasei. Numerotarea cilindrilor se face, în general, începând de la volant. Foarte important este respectarea ovalităţii şi conicităţii alezajului cilindrilor, după prelucrarea finală (honuire).
Numărul cilindrilor este par (şase în linie pentru motoarele D 797-05. D 2156 HMN 8, opt în V pentru SR 211, pentru motoarele Diesel de pe autocamioanele DAC: 1240 V8DT de 320 şi 360 CP. D 2156 MTN 8R (6 în V) turbo: patru în linie pentru autoturismele Dacia, Skoda, Fiat, Lada, Toyota, doi cilindri orizontali opuşi - autoturismul Citroen), dar poate fi şi impar (Wartburg trei cilindri, Audi 200 Turbo - cinci cilindri).
Chiulasa (fig. 5) acoperă cilindrul, realizând împreună cu pistonul spaţiul de lucru închis al fluidului motor. Se confecţionează prin turnarea din fontă aliată (D 797-05. D 2156 HMN 8. ARO) sau din aliaje de aluminiu (Dacia 1300, Skoda. Fiat) şi poate fi comună pentru toţi cilindrii (cele mai folosite) sau grupate pentru mai mulţi cilindri. Motorul D2156 HMN8 are două chiulase (câte una pentru trei cilindri). Chiulasa este prevăzută în partea inferioară cu cavităţile 7, care formează împreună cu pistoanele la PMI camerele de ardere. Forma lor este diferită după tipul motorului.
Unele motoare au camera de ardere plasată parţial în chiulasa şi parţial în piston, iar altele numai în capul pistonului sau în chiulasa de forme arhitectonice diverse; în partea anterioară, chiulasa are o cavitate 2, pentru termostat, iar în partea posterioară 3 sau laterală, pentru traductorul termometrului de apă; orificiile pentru apă ale chiulasei coincid cu cele din bloc, în vederea asigurării circulaţiei lichidului de răcire din blocul motor în chiulasa. Este prelucrată în partea inferioară 4, perfect plan pentru etanşare la asamblarea cu blocul cilindrilor, etanşare asigurată şi de garnitura de chiulasa. Montarea chiulasei se face prin buloane sau prezoane 5, care se strâng într-o anumită ordine, începând de la centru spre exterior. Partea superioară este prelucrată şi prevăzută cu orificii filetate 6, pentru asamblarea suporţilor axei culbutorilor, care vor fi protejaţi de un capac din tablă sau turnat din aliaj de aluminiu, etanşat faţă de chiulasa printr-o garnitură; de obicei, capacul culbutorilor este prevăzut cu un orificiu cu buşon pentru alimentarea cu ulei a motorului. Lateral, chiulasa se prelucrează şi permite montarea colectorului de admisie 7 şi evacuare 8, etanşe prin intermediul unor garnituri termoplastice.
Chiulasa are de asemenea o serie de locaşuri cum sunt cele pentru ghidurile supapelor 9: acestea sunt executate din fontă, asamblate prin presare.
La MAC, chiulasa are orificii pentru plasarea injectoarelor 10 iar la unele motoare, orificii filetate pentru bujiile incandescente (ARO. D 127 şi L 27. Mercedes). La MAS are orificii filetate pentru bujii. La motoarele cu injecţie de benzină, chiulasa este prevăzută cu orificii speciale pentru injectoarele respective.
Chiulasa motoarelor în patru timpi, cu supape în cap, au în partea inferioară locaşurile scaunelor de supapă 12, inamovibile la cele din fontă, sau amovibile sub forma unor inele din fontă sau oţel, montate prin fretare. Scaunele sunt prelucrate pe o adincime de 1,2-1,4 mm, la 45°, pentru asigurarea suprafeţei de etanşare cu contrascaunele supapelor, la asamblarea lor. Numărul scaunelor de supapă este în general câte două pentru fiecare cilindru (unul pentru admisie cu diametrul mai mare şi unul pentru evacuare) dar poate fi şi mai mare la motoarele moderne (3-5 scaune).
La motoarele în doi timpi (fig. 5, b) lipsesc aceste locaşuri, pentru că procesele de umplere şi evacuare se produc prin fantele din cilindri.
Motoarele răcite cu aer au prevăzute aripioare pentru mărirea suprafeţei de contact cu aerul de răcire (Trabant v. fig.4. d).
O remarcă pentru OLTCIT Special, care are doi cilindrii orizontali, opuşi (boxer), turnaţi din aliaj de aluminiu sub presiune, prevăzuţi la exterior cu aripi pentru a se mări suprafaţa de contact cu aerul de răcire. Pe suprafaţa interioară este depus electrolitic un strat de aliaj de nichel-crom-cobalt-siliciu, după procedeul NIKASIL, cu grosimea de cca 0.1 mm, pentru a mări rezistenţa la uzură, şi a micşora jocul dintre piston-cilindru, respectiv pentru creşterea fiabilităţii.
Cilindrii nedemontabili sunt de tip umed, iar cămăşile demontabile pot fi uscate (motorul D 2156 HMN 8) sau umede (în contact direct cu apa de răcire), ca la cea mai mare parte a motoarelor (D 797-05. ARO L-25. Dacia 1310. Mercedes).
La motoarele în doi timpi (fig. 4. d), cilindrii au prevăzute fante laterale 8 şi 10 (ferestre de baleiaj), pentru admisia amestecului carburant sau aerului şi fereastra pentru evacuarea gazelor arse.
Cămăşile de cilindri amovibile se montează în bloc prin presare, având suprafeţe de ghidare în acest scop. Denivelarea gulerului faţă de suprafaţa superioară a blocului motor este asigurată prin garnituri (Dacia 1300) sau prin ghidarea etanşă pe scaunele respective; această denivelare poate fi deasupra blocului (I) 797-05, Dacia 1300. ARO L-25). sau sub planul de asamblare a blocului cu chiulasa (D-2156 HMN 8), asigurând o bună etanşare la strângerea chiulasei. Numerotarea cilindrilor se face, în general, începând de la volant. Foarte important este respectarea ovalităţii şi conicităţii alezajului cilindrilor, după prelucrarea finală (honuire).
Numărul cilindrilor este par (şase în linie pentru motoarele D 797-05. D 2156 HMN 8, opt în V pentru SR 211, pentru motoarele Diesel de pe autocamioanele DAC: 1240 V8DT de 320 şi 360 CP. D 2156 MTN 8R (6 în V) turbo: patru în linie pentru autoturismele Dacia, Skoda, Fiat, Lada, Toyota, doi cilindri orizontali opuşi - autoturismul Citroen), dar poate fi şi impar (Wartburg trei cilindri, Audi 200 Turbo - cinci cilindri).
Chiulasa (fig. 5) acoperă cilindrul, realizând împreună cu pistonul spaţiul de lucru închis al fluidului motor. Se confecţionează prin turnarea din fontă aliată (D 797-05. D 2156 HMN 8. ARO) sau din aliaje de aluminiu (Dacia 1300, Skoda. Fiat) şi poate fi comună pentru toţi cilindrii (cele mai folosite) sau grupate pentru mai mulţi cilindri. Motorul D2156 HMN8 are două chiulase (câte una pentru trei cilindri). Chiulasa este prevăzută în partea inferioară cu cavităţile 7, care formează împreună cu pistoanele la PMI camerele de ardere. Forma lor este diferită după tipul motorului.
Unele motoare au camera de ardere plasată parţial în chiulasa şi parţial în piston, iar altele numai în capul pistonului sau în chiulasa de forme arhitectonice diverse; în partea anterioară, chiulasa are o cavitate 2, pentru termostat, iar în partea posterioară 3 sau laterală, pentru traductorul termometrului de apă; orificiile pentru apă ale chiulasei coincid cu cele din bloc, în vederea asigurării circulaţiei lichidului de răcire din blocul motor în chiulasa. Este prelucrată în partea inferioară 4, perfect plan pentru etanşare la asamblarea cu blocul cilindrilor, etanşare asigurată şi de garnitura de chiulasa. Montarea chiulasei se face prin buloane sau prezoane 5, care se strâng într-o anumită ordine, începând de la centru spre exterior. Partea superioară este prelucrată şi prevăzută cu orificii filetate 6, pentru asamblarea suporţilor axei culbutorilor, care vor fi protejaţi de un capac din tablă sau turnat din aliaj de aluminiu, etanşat faţă de chiulasa printr-o garnitură; de obicei, capacul culbutorilor este prevăzut cu un orificiu cu buşon pentru alimentarea cu ulei a motorului. Lateral, chiulasa se prelucrează şi permite montarea colectorului de admisie 7 şi evacuare 8, etanşe prin intermediul unor garnituri termoplastice.
Chiulasa are de asemenea o serie de locaşuri cum sunt cele pentru ghidurile supapelor 9: acestea sunt executate din fontă, asamblate prin presare.
La MAC, chiulasa are orificii pentru plasarea injectoarelor 10 iar la unele motoare, orificii filetate pentru bujiile incandescente (ARO. D 127 şi L 27. Mercedes). La MAS are orificii filetate pentru bujii. La motoarele cu injecţie de benzină, chiulasa este prevăzută cu orificii speciale pentru injectoarele respective.
Chiulasa motoarelor în patru timpi, cu supape în cap, au în partea inferioară locaşurile scaunelor de supapă 12, inamovibile la cele din fontă, sau amovibile sub forma unor inele din fontă sau oţel, montate prin fretare. Scaunele sunt prelucrate pe o adincime de 1,2-1,4 mm, la 45°, pentru asigurarea suprafeţei de etanşare cu contrascaunele supapelor, la asamblarea lor. Numărul scaunelor de supapă este în general câte două pentru fiecare cilindru (unul pentru admisie cu diametrul mai mare şi unul pentru evacuare) dar poate fi şi mai mare la motoarele moderne (3-5 scaune).
La motoarele în doi timpi (fig. 5, b) lipsesc aceste locaşuri, pentru că procesele de umplere şi evacuare se produc prin fantele din cilindri.

Fig. 5. Chiulasa: a- racire cu apa 9motor D2156-HMN8);
1- cavitati pentru camera de ardere; 2- cavitate pentru termostat; 3- cavitate
pentru traductorul termometrului de apa;
4- suprafata inferioara plana; 5- orificii pentru prezoane; 6- orificii filetate; 7- orificii pentru colectorul de admisie; 8- orificii pentru colectorul de evacuare; 9- ghid de supapa;
10- locas injector; 11- suprafete laterale; 12- scaun supapa; b- racire cu aer; 13- locas bujie; 14- aripioare racire cu aer.
4- suprafata inferioara plana; 5- orificii pentru prezoane; 6- orificii filetate; 7- orificii pentru colectorul de admisie; 8- orificii pentru colectorul de evacuare; 9- ghid de supapa;
10- locas injector; 11- suprafete laterale; 12- scaun supapa; b- racire cu aer; 13- locas bujie; 14- aripioare racire cu aer.
Motoarele răcite cu aer, au chiulasele prevăzute cu aripioare pentru a se
mări suprafaţa de contact cu aerul de răcire (fig.5.b). Unele chiulase
sunt individuale (Trabant), sau comune pentru câte doi cilindri (OLTCIT Club).
La acesta din urmă este prevăzut şi cu locaşurile speciale pentru lagărele
arborelui cu came.
Garnitura de chiulasa asigură etanşeitatea între blocul cilindrului şi chiulasa pentru evitarea scăpărilor de gaze, apă, ulei; ea trebuie să aibă proprietăţi termoplastice, să permită transmiterea căldurii, să fie rezistentă la presiunea gazelor; grosimea ei este de 1,3-4 mm. Forma ei copiază pe cea a chiulasei, fiind prevăzută cu orificii corespunzătoare. Se confecţionează din azbest grafitat imbracat in tabla subtire de cupru sau alama, din foi metalice de tabla sau aluminiu cu ondulatii pentru etansare, sau din foi de azbest sau clingherit cu sau fara insertie metalica.
Garnitura de chiulasa asigură etanşeitatea între blocul cilindrului şi chiulasa pentru evitarea scăpărilor de gaze, apă, ulei; ea trebuie să aibă proprietăţi termoplastice, să permită transmiterea căldurii, să fie rezistentă la presiunea gazelor; grosimea ei este de 1,3-4 mm. Forma ei copiază pe cea a chiulasei, fiind prevăzută cu orificii corespunzătoare. Se confecţionează din azbest grafitat imbracat in tabla subtire de cupru sau alama, din foi metalice de tabla sau aluminiu cu ondulatii pentru etansare, sau din foi de azbest sau clingherit cu sau fara insertie metalica.
I.3. ÎNTREŢINEREA ORGANELOR FIXE
Intreţinerea organelor fixe ale motorului cuprinde operaţii de: verificări,
strângeri, control şi verificarea stării tehnice a blocului motor, chiulasei,
colectoarelor de admisie şi evacuare, a etanşeităţii garniturilor de chiulasă
şi colectoarelor precum şi fixarea motorului pe cadrul automobilului.Operaţiile
de întreţinere şi periodicitatea acestora sunt:
- strângerea şuruburilor sau prezoanelor de fixare a suporţilor axului, culbutorilor la fiecare 50 000 km (sau la nevoie);
- strângerea chiulasei. la rece. la fiecare 50 000 km (sau la nevoie);
- şuruburile sau prezoanele cHiu-lasei se strâng în ordinea indicată
de fabricant, dar în general se începe cu cele de la mijloc şi apoi în cruce,
până la cele de pe extreme (fig. 6): operaţia se face cu cheia dinamometrică, cu
momentul indicat după tipul motorului (155-165 Nm la D 797-05: 180 Nm pentru I)
2156 HMN: 55-60 Nm pentru Dacia 1310; 120-130 Nm pen¬tru ARO I. 25 şi L 27;
40-60 Nm la Volkswasen; 75-80 Nm la Nissan:
-strângerea capacului culbutorilor,capacului tacheţilor la fiecare 30000km (sau la nevoie);
-strângerea colectoarelor de admisie, de evacuare şi a tubulaturii aferente,la fiecare 50 000 km (sau la nevoie);
-verificarea fixării motorului pe suporţii cadrului sau a caroseriei automobilului;
-verificarea etanşeităţii îmbinărilor chiulasei, capacului, băii de ulei etc;
-controlul integrităţii constructive şi funcţionale ale componentelor organelor fixe.
-strângerea capacului culbutorilor,capacului tacheţilor la fiecare 30000km (sau la nevoie);
-strângerea colectoarelor de admisie, de evacuare şi a tubulaturii aferente,la fiecare 50 000 km (sau la nevoie);
-verificarea fixării motorului pe suporţii cadrului sau a caroseriei automobilului;
-verificarea etanşeităţii îmbinărilor chiulasei, capacului, băii de ulei etc;
-controlul integrităţii constructive şi funcţionale ale componentelor organelor fixe.

Fig. 6. Ordinea de
strângere a şuruburilor chiulasei
la motorul autoturismului Dacia
1310
I.4. DEFECTETE IN EXPLOATARE ALE ORGANELOR FIXE
Arderea garniturii-de chinlasă, datorită: prelucrării incorecte a suprafeţelorde etanşare dintre blocul motor şi chiulasă, strângerii incorecte sau insuficiente a chiulasei (cea mai frecventă), montării necorespunzătoare a garniturii, detonaţiilor motorului etc.
Depistarea fenomenului se constată prin:
-scăderea nivelului apei din instalaţia de răcire, care va apărea în baia de
ulei, al cărui nivel creşte, însă emulsionat;
-prezenţa uleiului în bazinul superior al radiatorului, datorită împingerii lui de pe cilindri în cămaşa de răcire cu apă, de către gaze;
-rateuri ritmice în carburator (la MAS), când arderea s-a produs la garnitură între doi cilindri alăturaţi, datorită împrumutului de gaze de la un cilindru la celălalt;
- existenţa gazelor comprimate în instalaţia de răcire (bule în bazinul superior al radiatorului sau în vasul de expansiune, la acceleraţia motorului);
-întreruperi la aprindere, ca urmare a depunerii apei pe electrozii bujiei (la MAS).
Remedierea constă în demontarea chiulasei şi înlocuirea garniturii de chiulasă de către şofer, sau în atelier, respectând regulile de montaj şi strângere.
Fisurarea sau spargerea chiulasei sau blocului motor, fie în pereţii exteriori, fie în zona supapelor, datorită: supraîncălzirii motorului ca urmare a funcţionării îndelungate la turaţii şi sarcini mari; reglajelor incorecte sau înfundării parţiale a canalelor apei de răcire; turnării apei reci când motorul este supraîncălzit din lipsă de apă la nivel în instalaţia de răcire sau pornirii motorului fară apă; îngheţării apei în instalaţie, când, pe timp rece, nu a fost golită.
Depistarea fenomenului se constată prin:
Arderea garniturii-de chinlasă, datorită: prelucrării incorecte a suprafeţelorde etanşare dintre blocul motor şi chiulasă, strângerii incorecte sau insuficiente a chiulasei (cea mai frecventă), montării necorespunzătoare a garniturii, detonaţiilor motorului etc.
Depistarea fenomenului se constată prin:
-scăderea nivelului apei din instalaţia de răcire, care va apărea în baia de
ulei, al cărui nivel creşte, însă emulsionat;
-prezenţa uleiului în bazinul superior al radiatorului, datorită împingerii lui de pe cilindri în cămaşa de răcire cu apă, de către gaze;
-rateuri ritmice în carburator (la MAS), când arderea s-a produs la garnitură între doi cilindri alăturaţi, datorită împrumutului de gaze de la un cilindru la celălalt;
- existenţa gazelor comprimate în instalaţia de răcire (bule în bazinul superior al radiatorului sau în vasul de expansiune, la acceleraţia motorului);
-întreruperi la aprindere, ca urmare a depunerii apei pe electrozii bujiei (la MAS).
Remedierea constă în demontarea chiulasei şi înlocuirea garniturii de chiulasă de către şofer, sau în atelier, respectând regulile de montaj şi strângere.
Fisurarea sau spargerea chiulasei sau blocului motor, fie în pereţii exteriori, fie în zona supapelor, datorită: supraîncălzirii motorului ca urmare a funcţionării îndelungate la turaţii şi sarcini mari; reglajelor incorecte sau înfundării parţiale a canalelor apei de răcire; turnării apei reci când motorul este supraîncălzit din lipsă de apă la nivel în instalaţia de răcire sau pornirii motorului fară apă; îngheţării apei în instalaţie, când, pe timp rece, nu a fost golită.
Depistarea fenomenului se constată prin:
- funcţionarea neregulată a motorului, când datorită fisurilor interioare dintre pereţii cilindrilor sau din zona supapelor, se depune apă pe electrozii bujiilor şi se produc întreruperi la aprindere: se observă, totodată, scăderea nivelului lichidului de răcire, creşterea nivelului uleiului (emulsionat, datorită apei) şi picături de ulei în apă din instalaţia de răcire;
- supraîncălzirea motorului (până la gripare), pierderi de apă în instalaţia de răcire, datorită fisurilor exterioare ale pereţilor; se pot observa prelingeri de apă şi emanare de vapori.
Remedierea constă în repararea fisurilor prin diverse metode, în ateliere
specializate.
I.5. REPARAREA ORGANELOR FIXE
I.5.A. Repararea blocului motor (v. fig. 3). După demontare, blocul se curăţă şi se spală într-un solvent, canalele de ungere se desfundă (după scoaterea dopurilor) şi se suflă cu aer comprimat, apoi se supune unui control pentru depistarea defecţiunilor. Acestea pot fi:
Deformarea sau corodarea suprafeţei 7 de asamblare a blocului cu chiulasa. Planeitatea se verifică cu o riglă de control (prin fantă de lumină) şi introducerea unei lame calibrate între riglă şi suprafaţa blocului; se admite abaterea maximă 0,1 mm pe toată lungimea. Verificarea se poate face şi cu ceasul comparator cu suport sau cu placă de control (pata de vopsea să fie de minimum 80% din suprafaţă). Totodată, se verifică suprafeţele de prelucrate dacă nu au coroziuni, zgârieturi, bavuri, fisuri. Defecţiunile mici se înlătură prin şlefuire cu o piatră abrazivă de granulaţie foarte fînă. Deformaţiile şi coroziunile accentuate se rectifică pe maşini de rectificat plan; se poate îndepărta un strat de maximum 0,25 mm:
Fisuri, crăpături sau spargeri de diferite forme şi mărimi pe suprafeţele laterale 8. Depistarea se face prin probă hidraulică pe stand special, la presiunea de 4 bari.
Repararea se poate realiza prin mai multe procedee când fisurile nu depăşesc lungimea de 15—20 cm;
I.5.A. Repararea blocului motor (v. fig. 3). După demontare, blocul se curăţă şi se spală într-un solvent, canalele de ungere se desfundă (după scoaterea dopurilor) şi se suflă cu aer comprimat, apoi se supune unui control pentru depistarea defecţiunilor. Acestea pot fi:
Deformarea sau corodarea suprafeţei 7 de asamblare a blocului cu chiulasa. Planeitatea se verifică cu o riglă de control (prin fantă de lumină) şi introducerea unei lame calibrate între riglă şi suprafaţa blocului; se admite abaterea maximă 0,1 mm pe toată lungimea. Verificarea se poate face şi cu ceasul comparator cu suport sau cu placă de control (pata de vopsea să fie de minimum 80% din suprafaţă). Totodată, se verifică suprafeţele de prelucrate dacă nu au coroziuni, zgârieturi, bavuri, fisuri. Defecţiunile mici se înlătură prin şlefuire cu o piatră abrazivă de granulaţie foarte fînă. Deformaţiile şi coroziunile accentuate se rectifică pe maşini de rectificat plan; se poate îndepărta un strat de maximum 0,25 mm:
Fisuri, crăpături sau spargeri de diferite forme şi mărimi pe suprafeţele laterale 8. Depistarea se face prin probă hidraulică pe stand special, la presiunea de 4 bari.
Repararea se poate realiza prin mai multe procedee când fisurile nu depăşesc lungimea de 15—20 cm;
- sudarea oxiacetilenică cu bare de fontă FC 20 cu diametrul de 8 mm, după preîncălzirea blocului la 600°C, apoi răcirea lentă în cuptor;
- sudarea electrică (la rece) discontinuă, cu curent continuu de I =120-130 A şi tensiunea U = 20-25 V, cu electrozi monel sau bimetalici din cupru cu oţel şi înveşis de calcar;
- acoperirea cu răşini epoxidice. Operaţia constă în: curăţirea locului, limitarea extinderii fisurii prin ştifturi filetate la capete, teşirea fisurii, degradarea cu solvent, uscarea, preîncălzirea la 70...80°C,
umplerea cu un material ternar format din răşină epoxidică (dibutilfalat şi
material de adaos), apoi
uscarea timp de4-6 h la 150°C şi prelucrarea de finisare:
uscarea timp de4-6 h la 150°C şi prelucrarea de finisare:
- etanşarea cu soluţii uşor fuzibile (pentru fisuri mici). Soluţia, formată din particule fine de metal şi liant, se toarnă în instalaţia de răcire, se porneşte motorul la turaţie mică, timp în care se depun particulele; se opreşte motorul după ce nu mai supurează pe la fisuri, timp de o jumătate de oră; se pune din nou motorul în funcţiune, iar după cinci minute se înlocuieşte soluţia cu apă de răcire;
- etanşarea fisurilor mici de suprafaţă prelucrate, cu soluţii metalice speciale sau cu apă de sticlă;
- metalizarea cu zinc topit (pulverizat cu aer la 6 bari);
- ţeserea cu ştifturi filetate din cupru, pe toată lungimea
fisurii;
- spărturile de pot suda oxiacetilenic sau electric; se pot repara şi prin peticire. Peticul, din tablă de oţel (OL 34) de grosime 2-4 mm, se aplică cu şuruburi filetate, sub el montându-se o garnitură de pânză îmbibată cu miniu de plumb.
După reparare, se face din nou proba hidraulică, pe stand, la presiunea de 4
bari.
Uzura găurilor filetate pentru prezoane sau şuruburi se înlătură prin refile-tare la cota de reparaţie sau montarea de bucşe speciale (filetate la exterior majorat iar interiorul la cota normală).
Prezoanele rupte în bloc se extrag prin diverse metode: de filetare cu ajutorul unor dornuri conice sau zimţate, extractoare, piuliţe sudate etc.
Locaşurile cuzineţilor pentru lagărele paliere 2 uzate sau deformate (conicizate şi ovalizate) se remediază prin alezare la treapta de reparaţie, pe maşina de alezat orizontală; prelucrarea se face simultan la toate locaşurile lagărelor, cu capacele montate. Baza de prelucrare se ia în raport cu suprafaţa de îmbinare cu chiulasa sau cu baia de ulei. Când uzurile sunt prea mari locaşurile lagărelor se încarcă prin sudare electrică, se montează capace noi şi se alezează la cota nominală.
Lagărele arborelui cu came 3 prin uzare, vor avea conicitate şi ovalitate faţă de fusurile arborelui. Remedierea constă în demontarea şi montarea altora corespunzătoare cotei de reparaţie, începând cu cele intermediare.
Dacă vor avea joc în locaşuri, acestea se alezează simultan pe maşină specială şi se montează bucşe cu diametrul majorat, la cota de reparaţie.
Locaşurile tacheţilor care se uzează se alezează la cota de reparaţie sau se presează bucşe, iar alezarea se face la cota nominală.
La cele amovibile, procedeul este asemănător.
Blocul motor se rebutează dacă are fisuri sau crăpături mai mari de 200-250 mm lungime, fisuri între cămăşile de cilindru, crăpături sau spărturi la locaşurile lagărelor paliere sau ale cămăşilor de cilindru.
I.5.B. Repararea cilindrilor (fig. 7), forma geometrică interioară a cilindrilor se modifică fie datorită cauzelor termodinamice în timpul funcţionalii motorului (conicitate 2 şi ovalitate 3), fie unor agenţi chimici (coroziunea) sau abraziunii impurităţilor (rizuri). Uzura este accentuată în partea superioară ; cilindrului, formând un prag 1.
Constatarea se poate face vizual şi prin măsurarea cu ceasul comparator cu cadran. Se admite, în general, o conicitate şi ovalitate maximă de 0.150 mm. Ovalitatea se determină în trei planuri perpendiculare pe axa cilindrului, în cruce, iar conicitatea în partea superioară, la mijloc şi partea inferioară. Remedierea constă în alezarea şi honuirea cilindrilor. Cămăşile de cilindru se dezîncrustează în soluţii alcaline la temperatura de 80°C, după ce se curăţă. în prealabil, de calamină.
Blocul motor cu cilindrii nedemontabili se fixează direct sau pe masa maşinii de alezat, iar cămăşile de cilindru cu ajutorul unor dispozitive. Maşina de alezat este verticală şi poate lucra cu unul sau două cuţite (al doilea pentru finisare).
Se prelucrează, mai întâi, cilindrul cel mai uzat, pentru a obţine treapta de reparaţie la care vor fi alezaţi şi ceilalţi cilindri (cotă unitară). După alezare, cilindrii se spală şi se supun controlului care impune: lipsa de pete sau rizuri, conicitate şi ovalitate la limitele admise. Numărul treptelor de reparaţie diferă după tipul motorului. După alezare, se face o superfinisare (honuire) pe maşini speciale, şi, în acest scop, s-a lăsat adaos de prelucrare. După honuire, suprafaţa trebuie să fie perfect lucioasă (oglinda cilindrului), iar conicitatea şi ovalitatea să nu depăşească 0.005-0.006 mm pentru autoturisme şi 0.015-0.020 mm pentru ARO şi D 797-05: este urmată de proba hidraulică la presiunea de 4 bari.
Uzura găurilor filetate pentru prezoane sau şuruburi se înlătură prin refile-tare la cota de reparaţie sau montarea de bucşe speciale (filetate la exterior majorat iar interiorul la cota normală).
Prezoanele rupte în bloc se extrag prin diverse metode: de filetare cu ajutorul unor dornuri conice sau zimţate, extractoare, piuliţe sudate etc.
Locaşurile cuzineţilor pentru lagărele paliere 2 uzate sau deformate (conicizate şi ovalizate) se remediază prin alezare la treapta de reparaţie, pe maşina de alezat orizontală; prelucrarea se face simultan la toate locaşurile lagărelor, cu capacele montate. Baza de prelucrare se ia în raport cu suprafaţa de îmbinare cu chiulasa sau cu baia de ulei. Când uzurile sunt prea mari locaşurile lagărelor se încarcă prin sudare electrică, se montează capace noi şi se alezează la cota nominală.
Lagărele arborelui cu came 3 prin uzare, vor avea conicitate şi ovalitate faţă de fusurile arborelui. Remedierea constă în demontarea şi montarea altora corespunzătoare cotei de reparaţie, începând cu cele intermediare.
Dacă vor avea joc în locaşuri, acestea se alezează simultan pe maşină specială şi se montează bucşe cu diametrul majorat, la cota de reparaţie.
Locaşurile tacheţilor care se uzează se alezează la cota de reparaţie sau se presează bucşe, iar alezarea se face la cota nominală.
La cele amovibile, procedeul este asemănător.
Blocul motor se rebutează dacă are fisuri sau crăpături mai mari de 200-250 mm lungime, fisuri între cămăşile de cilindru, crăpături sau spărturi la locaşurile lagărelor paliere sau ale cămăşilor de cilindru.
I.5.B. Repararea cilindrilor (fig. 7), forma geometrică interioară a cilindrilor se modifică fie datorită cauzelor termodinamice în timpul funcţionalii motorului (conicitate 2 şi ovalitate 3), fie unor agenţi chimici (coroziunea) sau abraziunii impurităţilor (rizuri). Uzura este accentuată în partea superioară ; cilindrului, formând un prag 1.
Constatarea se poate face vizual şi prin măsurarea cu ceasul comparator cu cadran. Se admite, în general, o conicitate şi ovalitate maximă de 0.150 mm. Ovalitatea se determină în trei planuri perpendiculare pe axa cilindrului, în cruce, iar conicitatea în partea superioară, la mijloc şi partea inferioară. Remedierea constă în alezarea şi honuirea cilindrilor. Cămăşile de cilindru se dezîncrustează în soluţii alcaline la temperatura de 80°C, după ce se curăţă. în prealabil, de calamină.
Blocul motor cu cilindrii nedemontabili se fixează direct sau pe masa maşinii de alezat, iar cămăşile de cilindru cu ajutorul unor dispozitive. Maşina de alezat este verticală şi poate lucra cu unul sau două cuţite (al doilea pentru finisare).
Se prelucrează, mai întâi, cilindrul cel mai uzat, pentru a obţine treapta de reparaţie la care vor fi alezaţi şi ceilalţi cilindri (cotă unitară). După alezare, cilindrii se spală şi se supun controlului care impune: lipsa de pete sau rizuri, conicitate şi ovalitate la limitele admise. Numărul treptelor de reparaţie diferă după tipul motorului. După alezare, se face o superfinisare (honuire) pe maşini speciale, şi, în acest scop, s-a lăsat adaos de prelucrare. După honuire, suprafaţa trebuie să fie perfect lucioasă (oglinda cilindrului), iar conicitatea şi ovalitatea să nu depăşească 0.005-0.006 mm pentru autoturisme şi 0.015-0.020 mm pentru ARO şi D 797-05: este urmată de proba hidraulică la presiunea de 4 bari.
Fig. 7. Uzura normală a unei
- cămăşi de cilindru: I, II, III - plane de măsurare a ovali-tăţii şi conicităţii, l1, l2 ,l3 — distanţele planelor de măsurarea uzurilor; 1 - prag de uzură; 2 - conicitate; 3 - ovalitate

Se procedează apoi, la sortarea şi marcarea cămăşilor de cilindri, pe grupe
de reparaţie.
Cămăşile de cilindru se montează în blocul-motor, prin presare cu dispozitive speciale, după ce s-au aşezat inelele de etanşăre în canalele respective (care se ung cu emulsie de săpun sau ulei) şi s-au centrat in locaşurile lor.
Se rebutează cilindrii: fisuraţi, cu încorporări de sufluri, cu spărturi, rizaţi pe adâncime in interior, loviţi, cu diametrul ghidajelor de centrare mai mic ca cel normal, cu alezajul ce depăşeşte ultima cotă de reparaţie.
Blocurile motor cu cilindrii nedemontabili se pot cămăşui şi realeza la cota nominală.
Cilindrii sunt alezaţi la 2-3 sau chiar şase cote de reparaţie.
I.5.C. Repararea chiulasei (v. fig. 5). După demontare se face curăţirea ei în soluţii alcaline la cald sau cu produse dizolvante (,,Decanol’’). Urmează controlul vizual pentru depistarea defecţiunilor care pot fi: ştirbituri, neetanşeităţi, fisuri, ciupituri sau sufluri pe suprafeţele laterale11, suprafeţele, interioare ale ghidajelor supapelor 9 şi locaşurilor lor, uzura scaunelor de supape 12 şi locaşurile lor. deteriorarea orificiilor filetate 6. Cu ajutorul riglei şi lamelelor calibrate se determină deformarea suprafeţei de contact cu blocul motorului 4 (admis 0.005-0.1 mm pe toată lungimea), a suprafeţelor de montaj a colectoarelor de admisie şi evacuare 7, 8 şi capacului culbulorilor; de asemenea, se verifica starea şi volumul camerei de ardere 1, prin umplere cu ulei (37.810 cm3 la Dacia 1310), uzura filetelor pentru locaşurile bujiilor, starea suprafeţei de aşezare a injectorului 10.
Cămăşile de cilindru se montează în blocul-motor, prin presare cu dispozitive speciale, după ce s-au aşezat inelele de etanşăre în canalele respective (care se ung cu emulsie de săpun sau ulei) şi s-au centrat in locaşurile lor.
Se rebutează cilindrii: fisuraţi, cu încorporări de sufluri, cu spărturi, rizaţi pe adâncime in interior, loviţi, cu diametrul ghidajelor de centrare mai mic ca cel normal, cu alezajul ce depăşeşte ultima cotă de reparaţie.
Blocurile motor cu cilindrii nedemontabili se pot cămăşui şi realeza la cota nominală.
Cilindrii sunt alezaţi la 2-3 sau chiar şase cote de reparaţie.
I.5.C. Repararea chiulasei (v. fig. 5). După demontare se face curăţirea ei în soluţii alcaline la cald sau cu produse dizolvante (,,Decanol’’). Urmează controlul vizual pentru depistarea defecţiunilor care pot fi: ştirbituri, neetanşeităţi, fisuri, ciupituri sau sufluri pe suprafeţele laterale11, suprafeţele, interioare ale ghidajelor supapelor 9 şi locaşurilor lor, uzura scaunelor de supape 12 şi locaşurile lor. deteriorarea orificiilor filetate 6. Cu ajutorul riglei şi lamelelor calibrate se determină deformarea suprafeţei de contact cu blocul motorului 4 (admis 0.005-0.1 mm pe toată lungimea), a suprafeţelor de montaj a colectoarelor de admisie şi evacuare 7, 8 şi capacului culbulorilor; de asemenea, se verifica starea şi volumul camerei de ardere 1, prin umplere cu ulei (37.810 cm3 la Dacia 1310), uzura filetelor pentru locaşurile bujiilor, starea suprafeţei de aşezare a injectorului 10.
- Repararea fisurilor şi crăpăturilor, a ştirbiturilor se face ca si la blocul motor; la fel şi a filetelor deteriorate.
- Refacerea etanşeităţii orificiilor prezoanelor şi tijelor împingătoare se face prin bucşare.
- Suprafaţa de contact (etanşare) cu blocul, când este deformată, se reface pe maşini de rectificat plan (fig. 8); nu se admite îndepărtarea unui strat de material mai gros de 0.25-0.50 mm, prin rectificări repetate. Pentru a nu se modifica raportul de comprimare, se folosesc garnituri de chiulasă mai groase.

Fig. 8. Rectificarea plana a chiulasei; 1
- arborele maşinii; 2 -disc abraziv; 3- chiulasă; 4 -masa
electromagnetică a maşinii de rectificat.
DA, MEA FOLOSIT LA STRINGEREA CHIULASEI !
RăspundețiȘtergeresunt niste informatii deosebit de pretioase
RăspundețiȘtergeresunt niste informatii deosebit de pretioase
RăspundețiȘtergereBuna....pot folosi azbest pe post de inele de camasi
RăspundețiȘtergere